Abstract: The poor floatability of fine- and ultrafine-grained minerals, including sulfide and oxide minerals, is a huge issue confronting the mineral industry. Collectors are critical to the flotation of fine-grained minerals; therefore, developing high efficiency collectors has always been a hot research topic for industries and academia. This work has systematically reviewed the advancements in the development of collectors for fine mineral flotation in the last decades as well as provides an outlook for prospective studies. Collectors can be divided into sulfide and oxide mineral collectors, which can be further divided into ionic collectors, nonionic collectors, nonpolar oily collectors, nanocollectors, and biologic collectors based on their chemical composition. For sulfide minerals, ionic collectors mainly include xanthate, phosphate, and diethyldithiocarbamate, which are soluble in water and are able to dissociate sulfur-containing anions to interact with sulfide minerals. Some oily collectors and nanocollectors can also be used for the flotation of ultrafine sulfide minerals. For oxide minerals, the commonly used anionic collectors are hydroxamate, phosphate, arsenate, and fatty acid, while cationic collectors mainly comprise amine collectors. Nonionic and biologic collectors are used in oxide mineral flotation. Mechanisms underpinning the adsorption of collectors on the mineral surface include electrostatic interactions, chelation interactions, hydrogen bonding, chemical bonding, and metal-ion coordination. In addition, composite collectors, such as anionic/anionic collectors, anionic/cationic collectors, cationic/cationic collectors, and ionic/nonionic collectors, exhibit high collection capability for fine-grained minerals compared to single collectors. This is because they can promote collector adsorption on mineral surfaces through a series of synergistic interactions, such as co-adsorption, charge compensation, function complementarity, and variations in the critical micelle concentration. The rapid development of computational chemistry and artificial intelligence can help in investigating the quantitative relationship between the molecular structures of collectors and their collecting capability for fine minerals, thereby promoting the development of highly efficient novel collectors that uses shorter time for flotation. Increased effort is required for the development and utilization of harmless green collectors due to the rigid environmental requirement, and they are vital to the development of the mineral industry. In addition, nanocollectors will also gain increasing attention due to their unique physical and chemical properties and advantages over conventional collectors. Therefore, this paper is of great guiding significance for the development and application of fine-grained mineral flotation collectors.
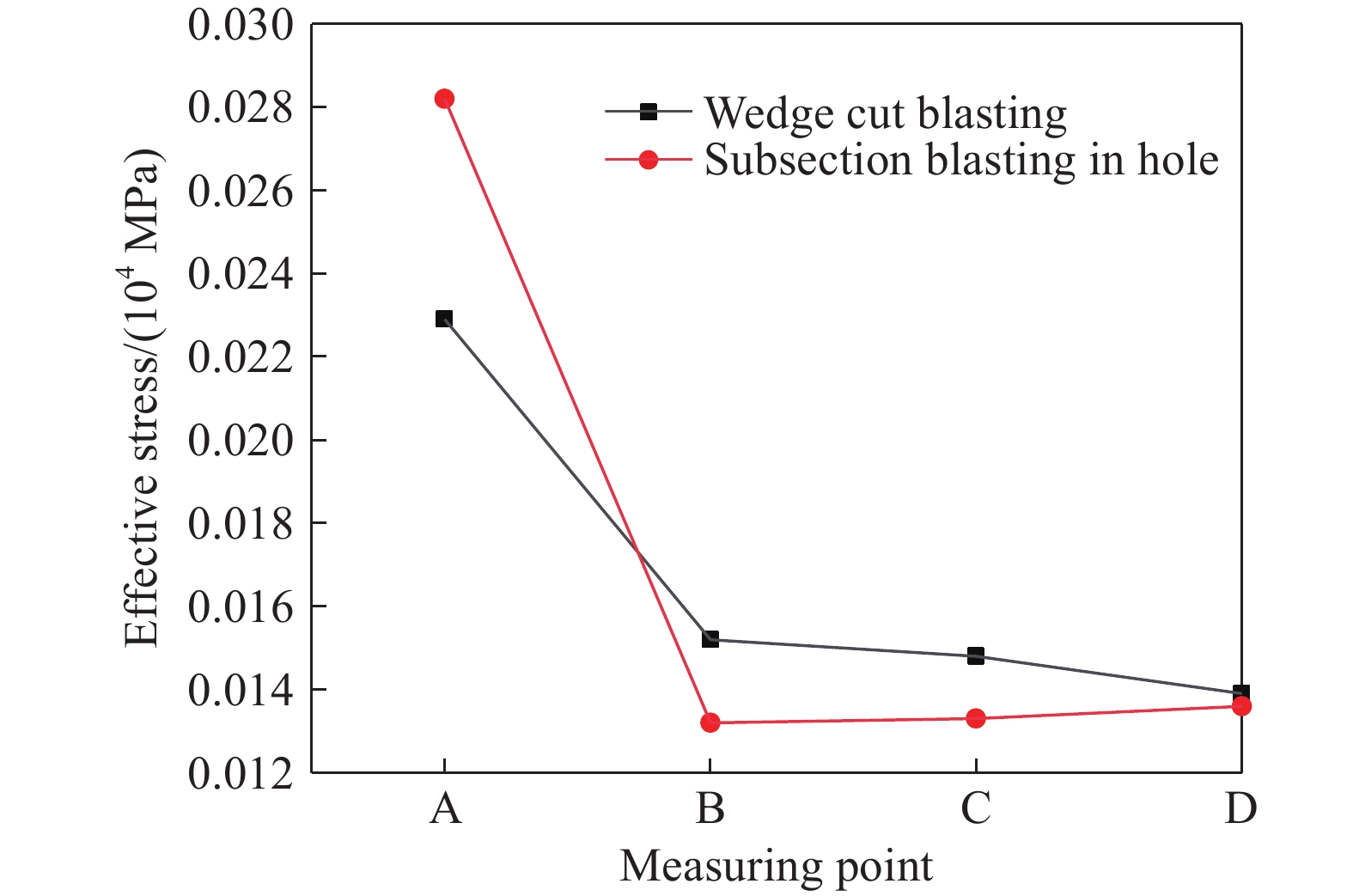
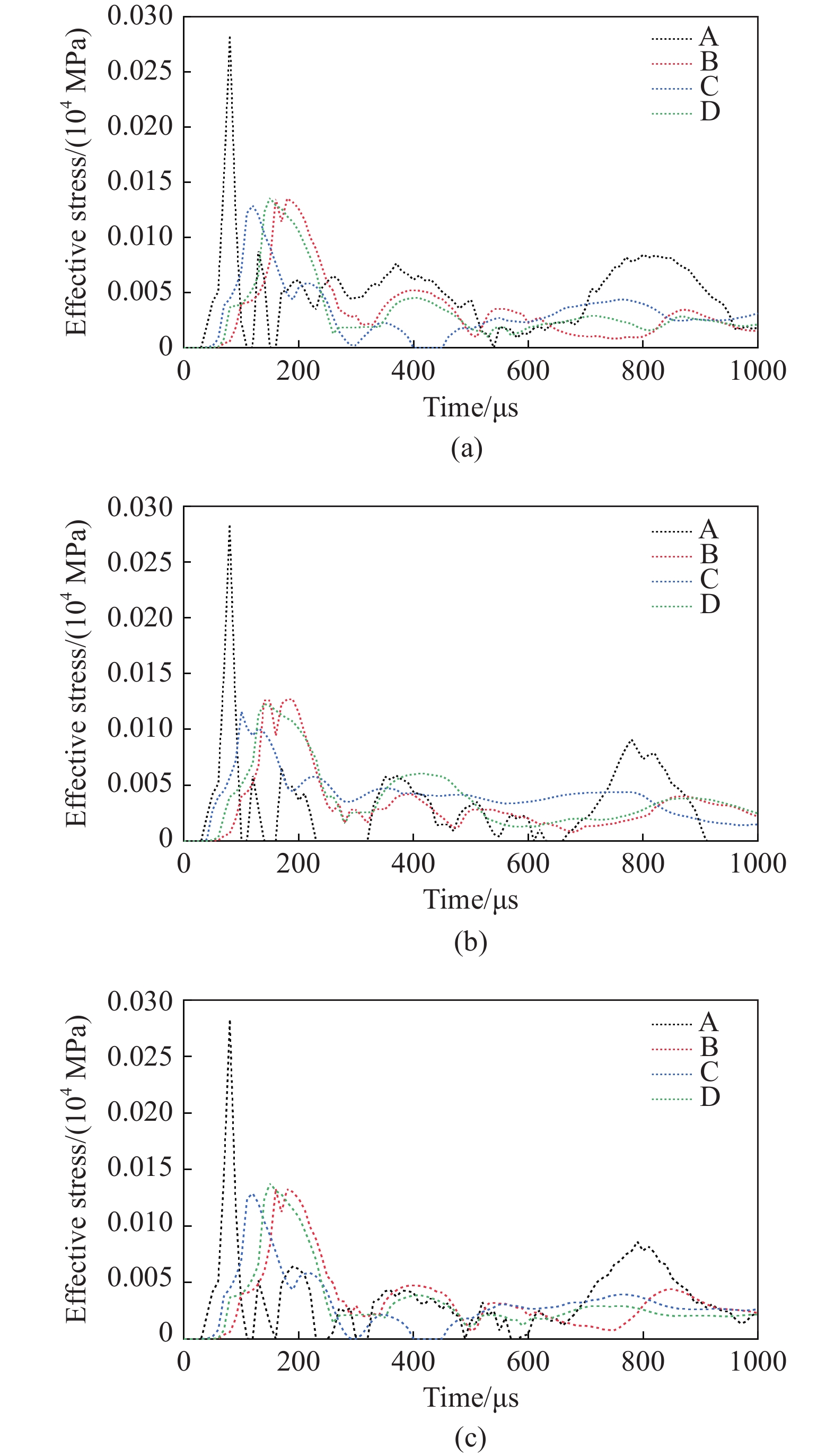
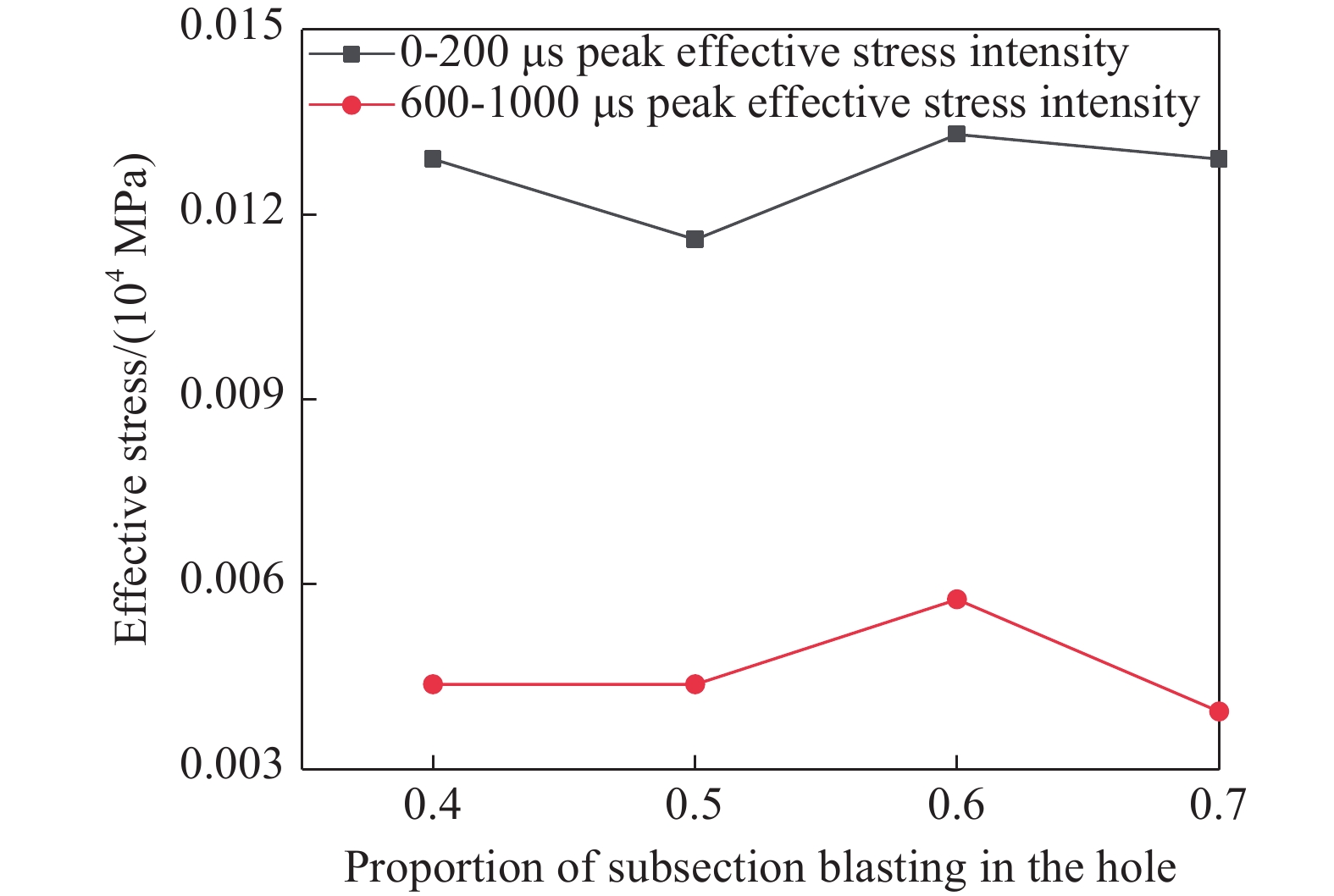
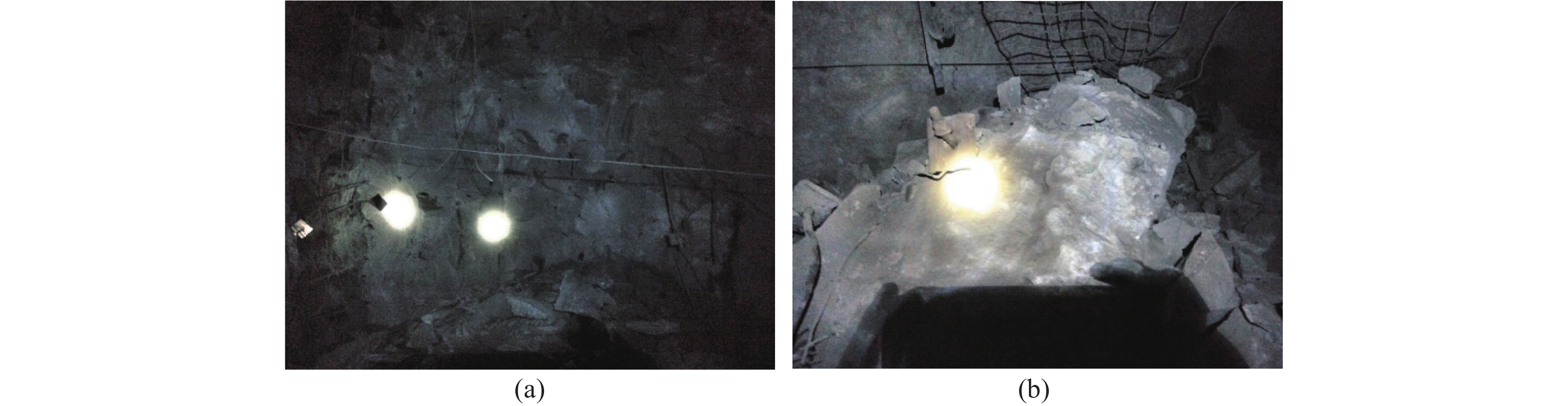
Abstract: “Cutting is the key to speed” in rock roadway excavation. With the aim of addressing the challenges related to broken rock disposal, low single-cycle penetration, and high block rate in the conventional straight hole and diagonal hole excavation blasting, the method of medium-deep holein-hole segmented blasting is proposed herein. The mathematical relations for the force and resistance required in the process of rock crushing and ejection in the groove of medium-deep hole-in-hole segmented blasting, as well as that for the expected value range of the key parameters of the cutting groove, were determined. LS-DYNA was used to numerically simulate the process of medium-deep hole-in-hole and ordinary wedge cut blasting. The nature of stress wave propagation during medium-deep hole-in-hole segmental blasting and the stress characteristics of the rock at the bottom of the hole were analyzed. Furthermore, the variation characteristics of the stress wave intensity were compared for different segmental proportions, and the optimal segmental proportions were determined. The results of theoretical analysis and numerical simulation were applied to the excavation site of the rock roadway, and the blasting effect indices, such as singlecycle footage, hole utilization rate, eye mark rate, and block rate, of the medium-deep hole-in-hole segmented blasting and the ordinary wedge blasting schemes were compared. The results showed that rock can be ejected from the cavity when the dynamic force is greater than or equal to the resistance during the rock crushing and ejection process and that the resistance to rock ejection in the medium-deep holeinhole segmented blasting is less than that in ordinary wedge cut blasting, and it is easier to blast into the cavity. Best practices for achieving the complete ejection of broken rocks from the cavity are proposed, and theoretical support for determining the parameters, such as the depth of the hole, is provided. As compared to ordinary wedge cut blasting, producing a large blasting cavity through medium-deep hole-in-hole segmented blasting is easier, which is more favorable for subsequent blasting. The optimal ratio of the hole-in-hole segmented blasting was initially determined to be 0.6. Medium and deep hole-inhole segmented blasting increases the single-cycle footage, improves the utilization rate of the hole, reduces the working time, reduces construction cost, and has excellent economic and socialadvantages.
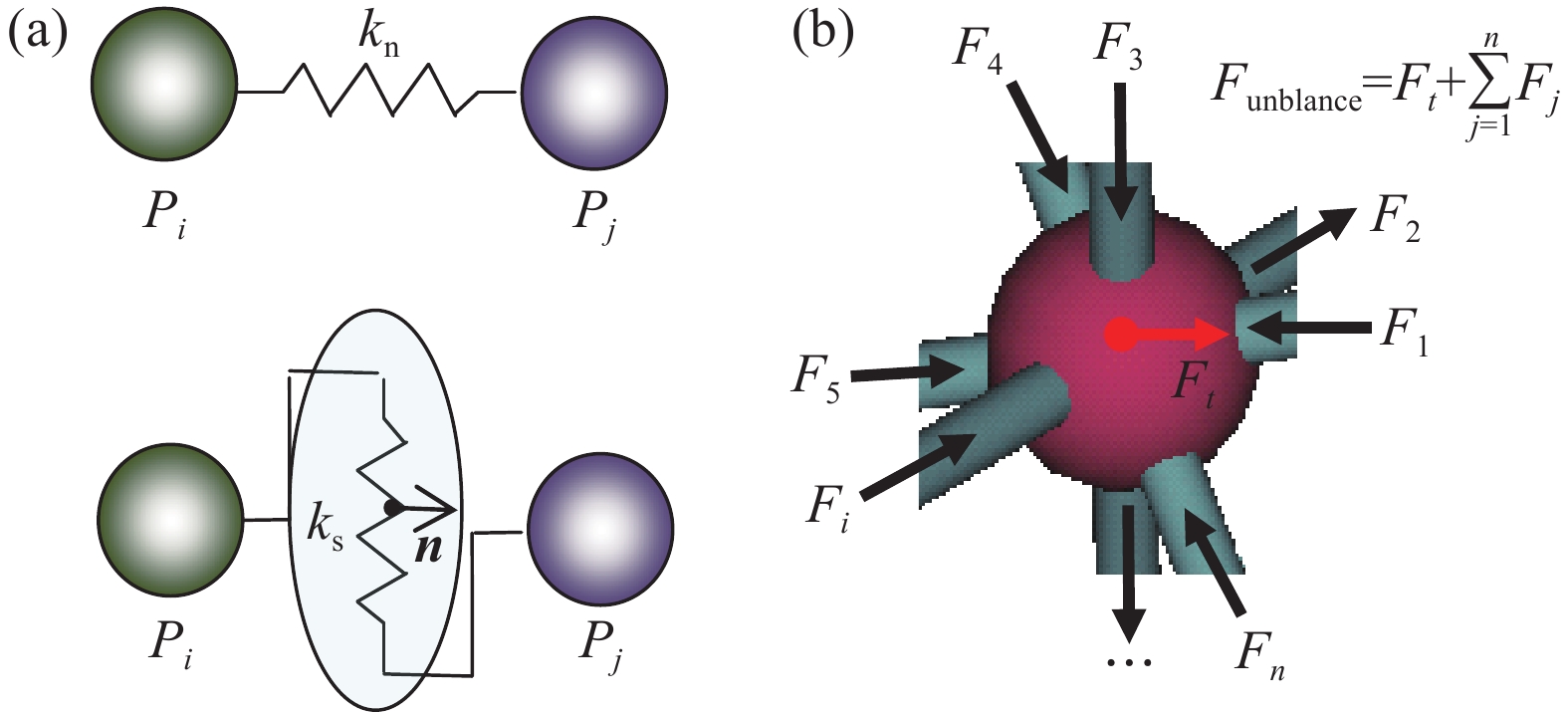
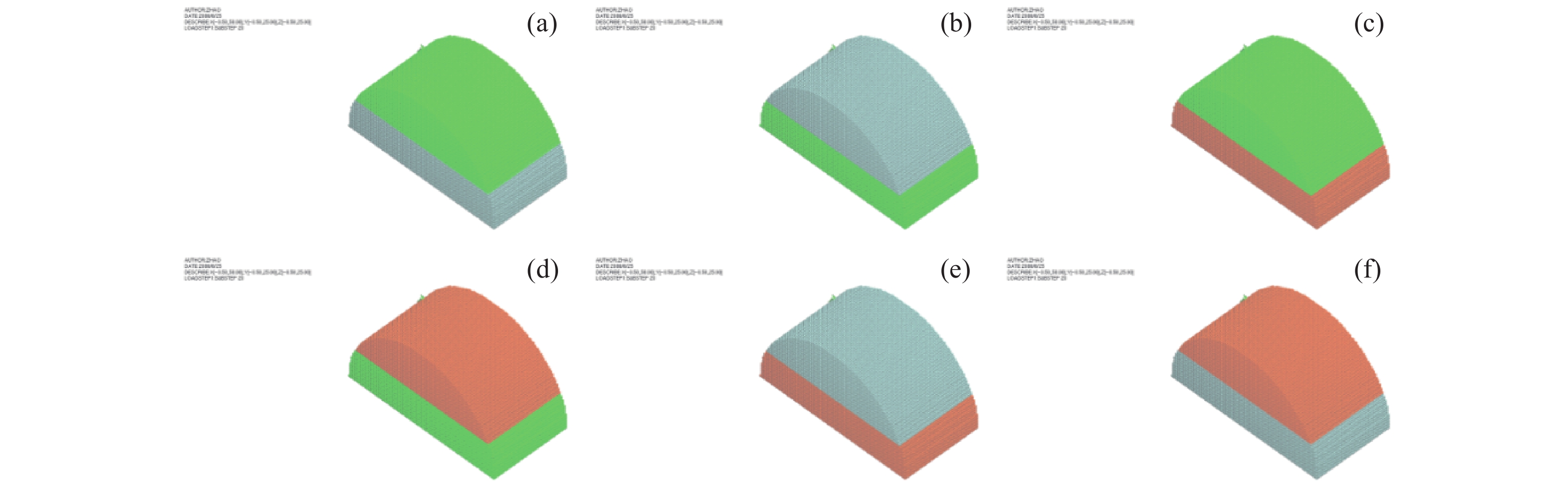
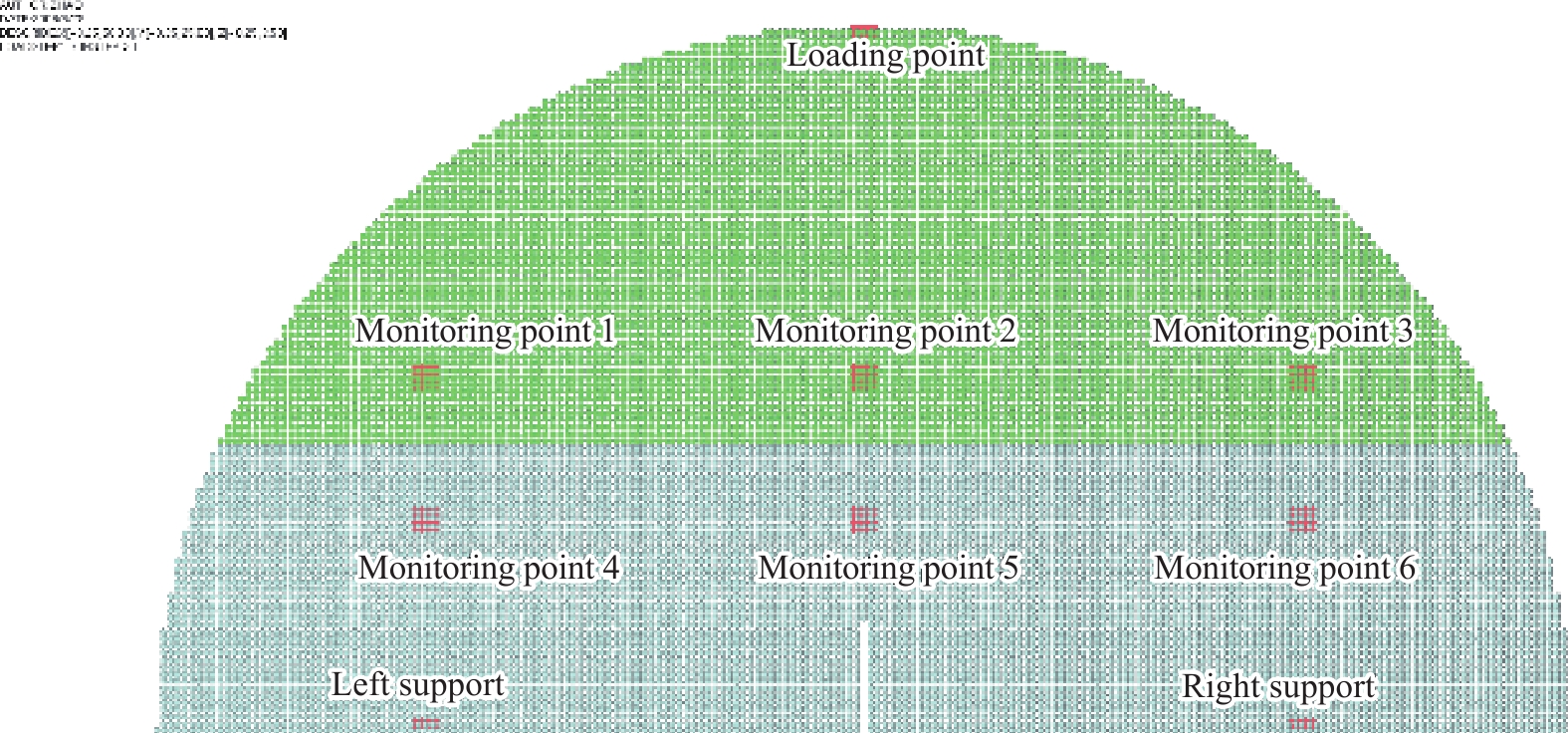
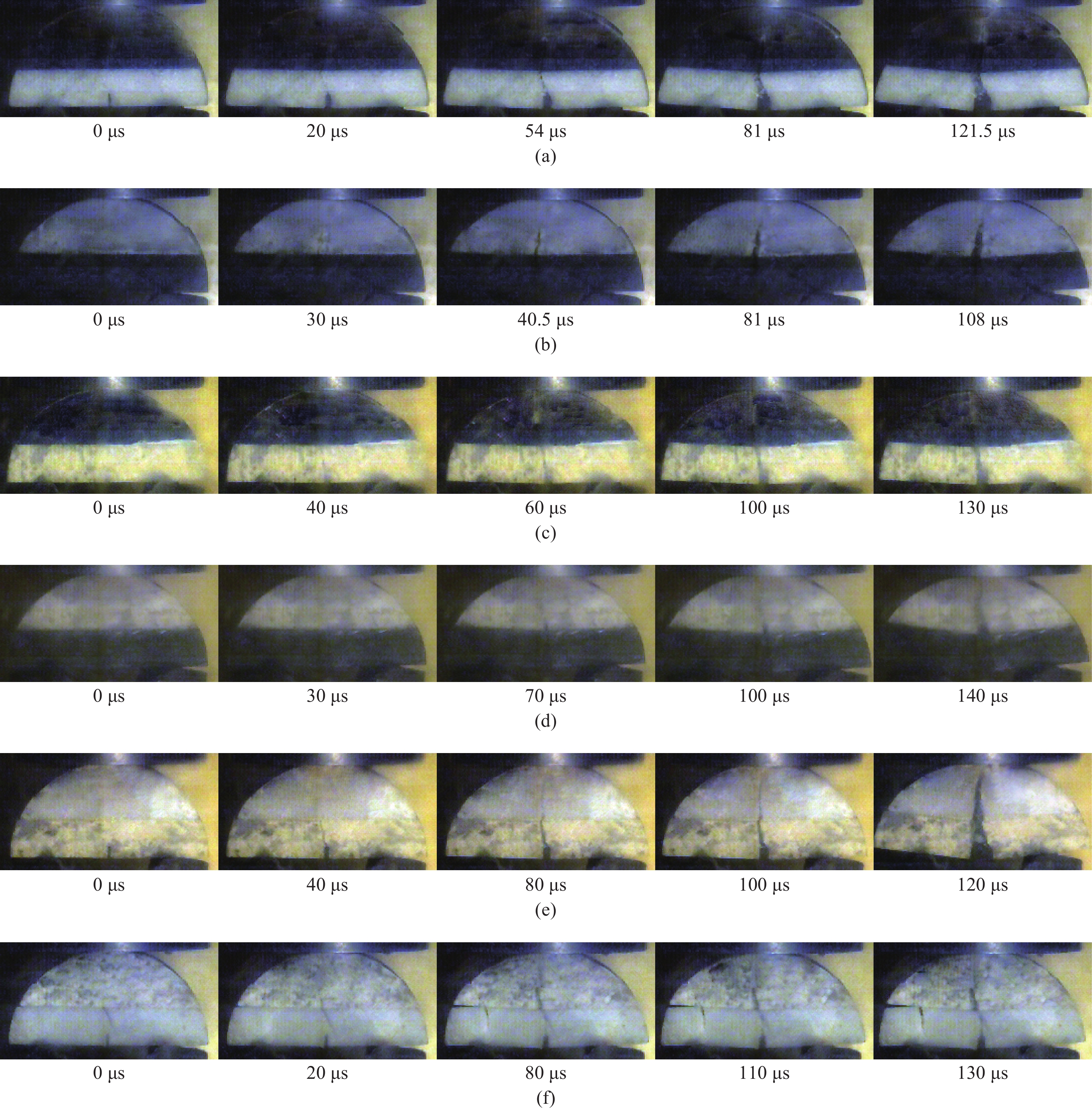
Abstract: Six combinations of layered composite rocks were prepared using sandstone, dali rock, and granite. The composite rock specimens underwent a dynamic impact test using the separated Hopkinson pressure rod test system, and the failure patterns of the specimens were recorded using high-speed cameras. The dynamic fracture mode, wave impedance effect, and energy dissipation nature of these composite rock specimens were analyzed, and the relationship between their kinetic energy and fracture energy was explored. The discrete lattice spring model was used to simulate the dynamic fracture process of the composite rock specimens, and the stress wave propagation characteristics and stress and damage evolution nature of the composite specimens were analyzed. The results show that the dynamic fracture characteristics of composite rock materials are strongly influenced by the uppermost and lowermost layer materials. When the dynamic cracking toughness of the material in the lower layer is low, the crack can maintain a high propagation speed and requires a short time from initiation to expansion to the rock cemented surface. The upper layer material has a greater influence on the stress conduction of the composite rock specimen. The overall transmission capacity depends on the upper layer material such that the greater its density, the more conducive it is to wave transmission and the better the stress conduction. The greater the difference in the densities of the lower and upper layer materials, the greater the difference between the stresses at the upper and lower ends of the rock cemented surface. Wave impedance has a significant effect on the propagation behavior of the stress wave. The propagation speed of the stress wave in the composite specimen is influenced by the porosity and density of the material. The larger the wave impedance, the faster the propagation speed of the stress wave, the larger the transmission coefficient, and the higher the energy transmitted. When energy is dissipated, the density, kinetic energy, and fracture energy of the composite rock specimen are influenced by the densities of the materials in the upper and lower layers. If the lower layer material is unchanged, a higher density of the upper layer material results in a smaller density and fracture energy when the energy is dissipated, yielding more kinetic energy when the specimen is completely fractured. When the upper layer material remains unchanged and the density of the lower material is increased, the cutting tip is more likely to crack, and the density and fracture energy are smaller when the energy is dissipated.
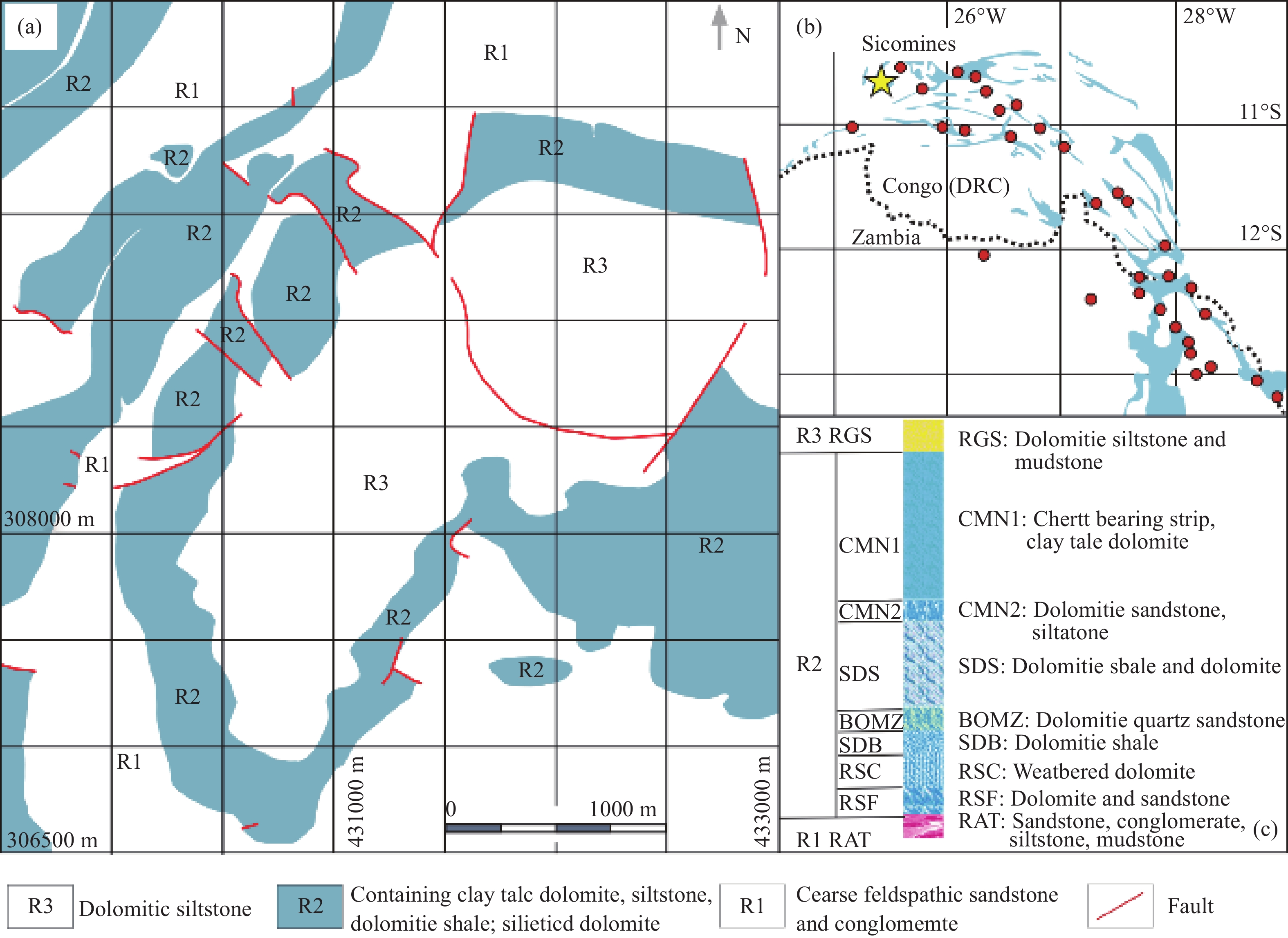
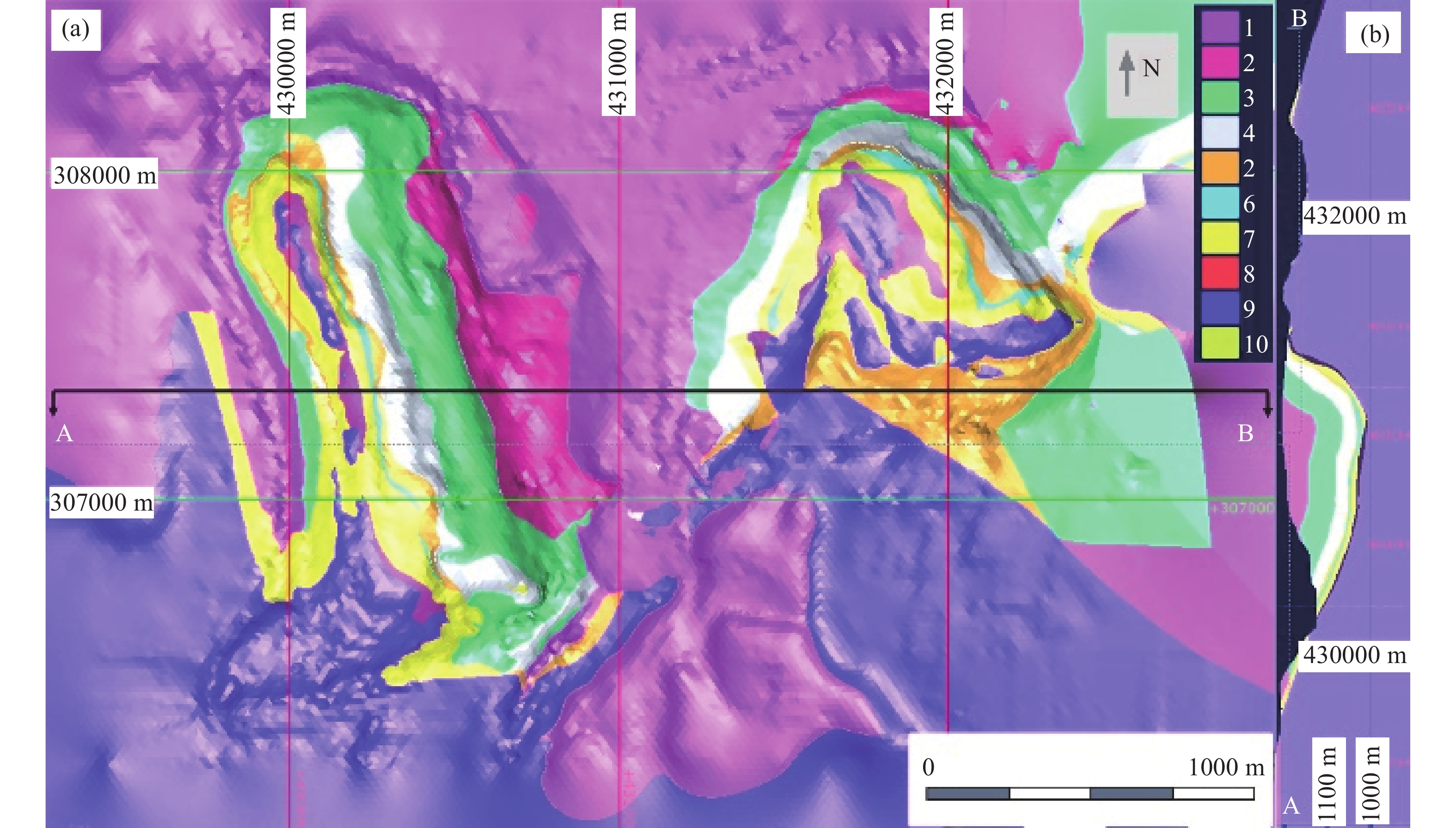
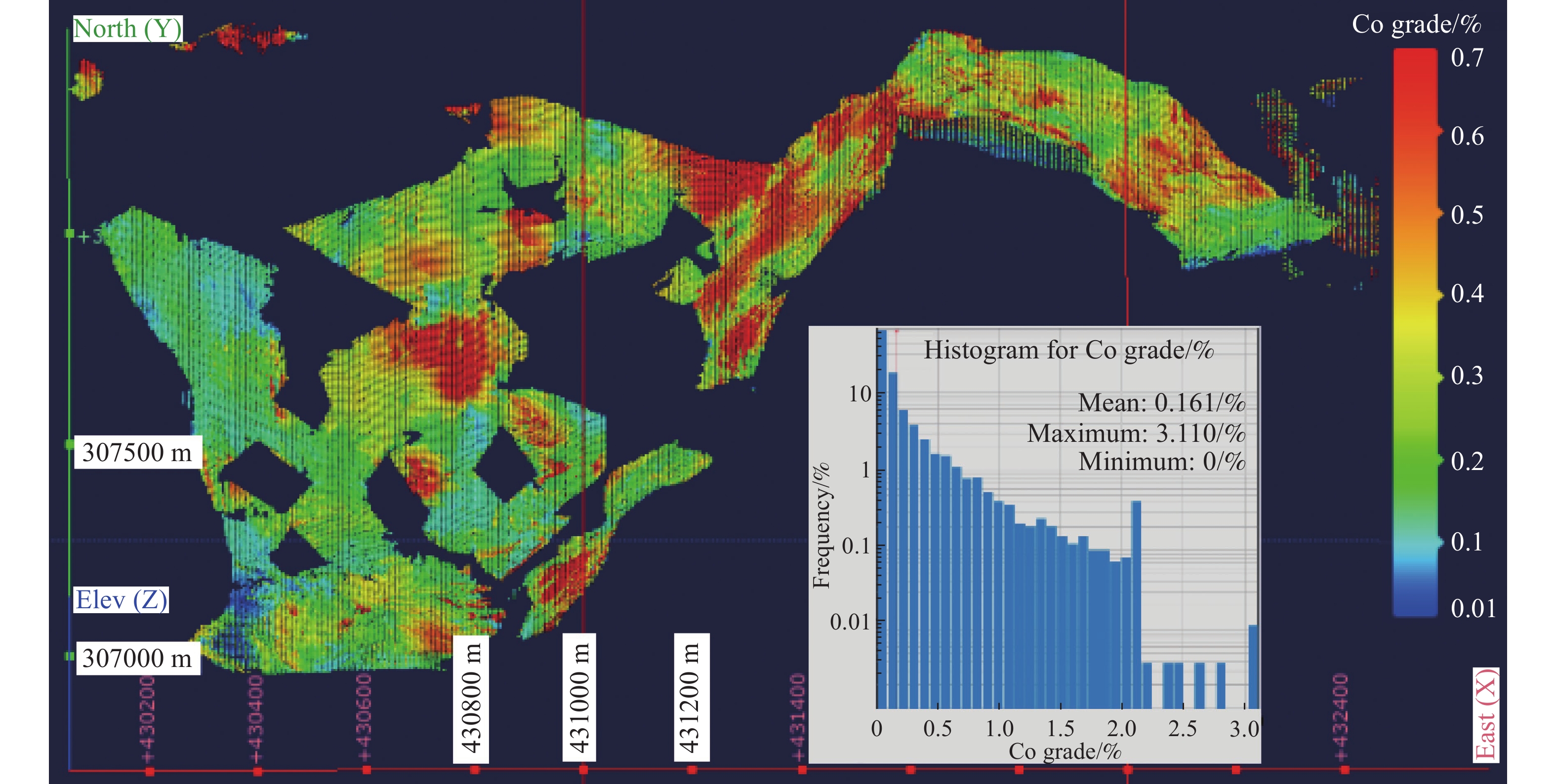
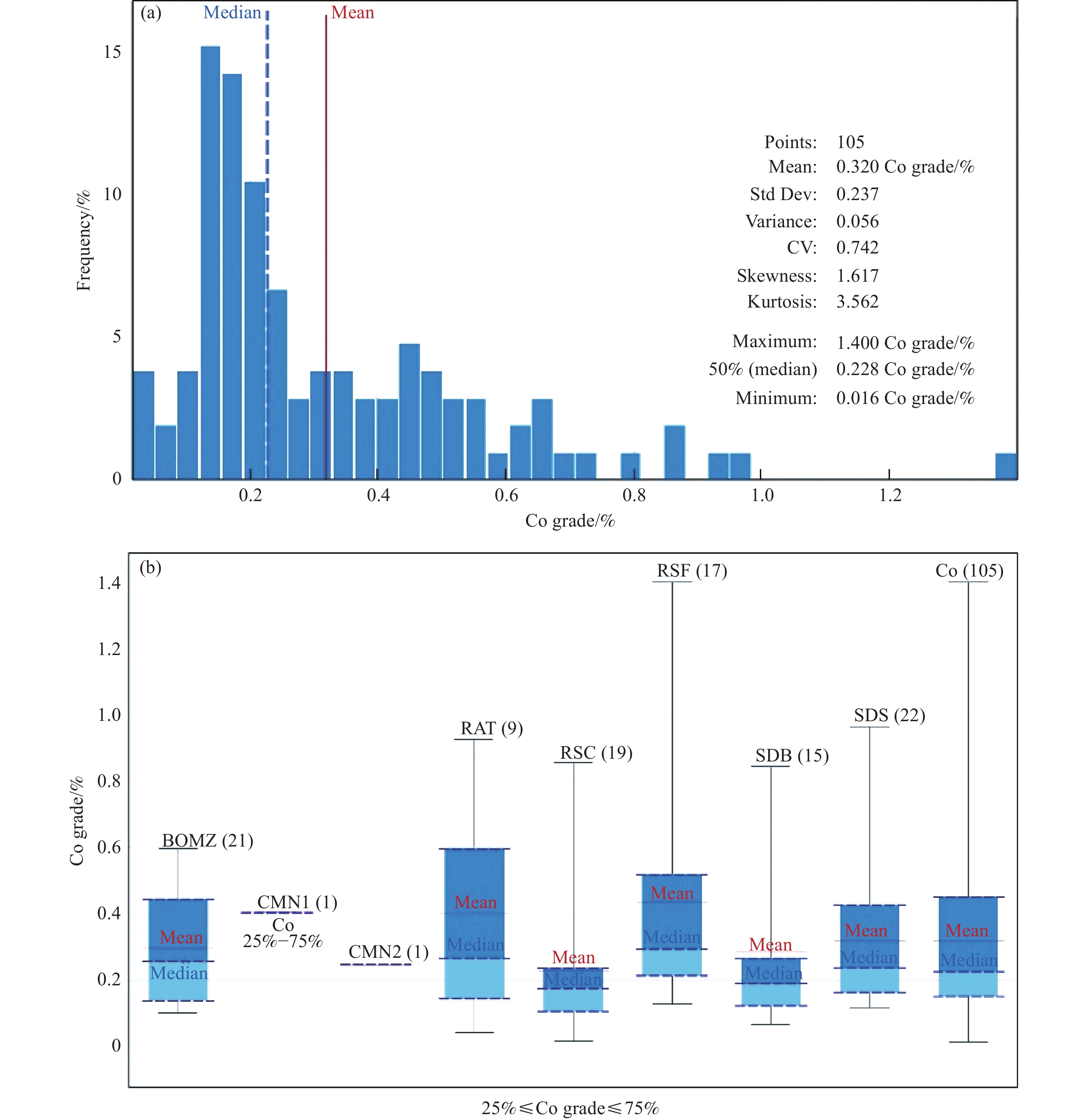
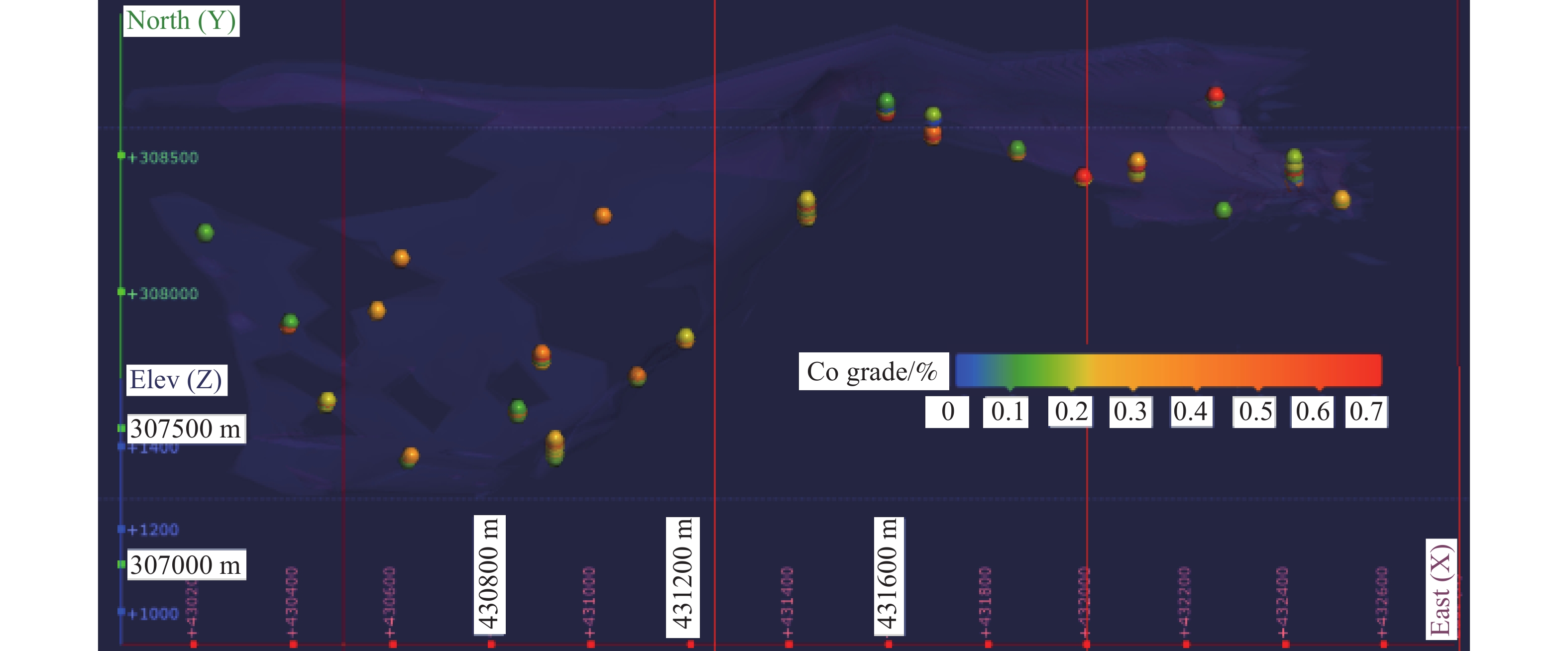
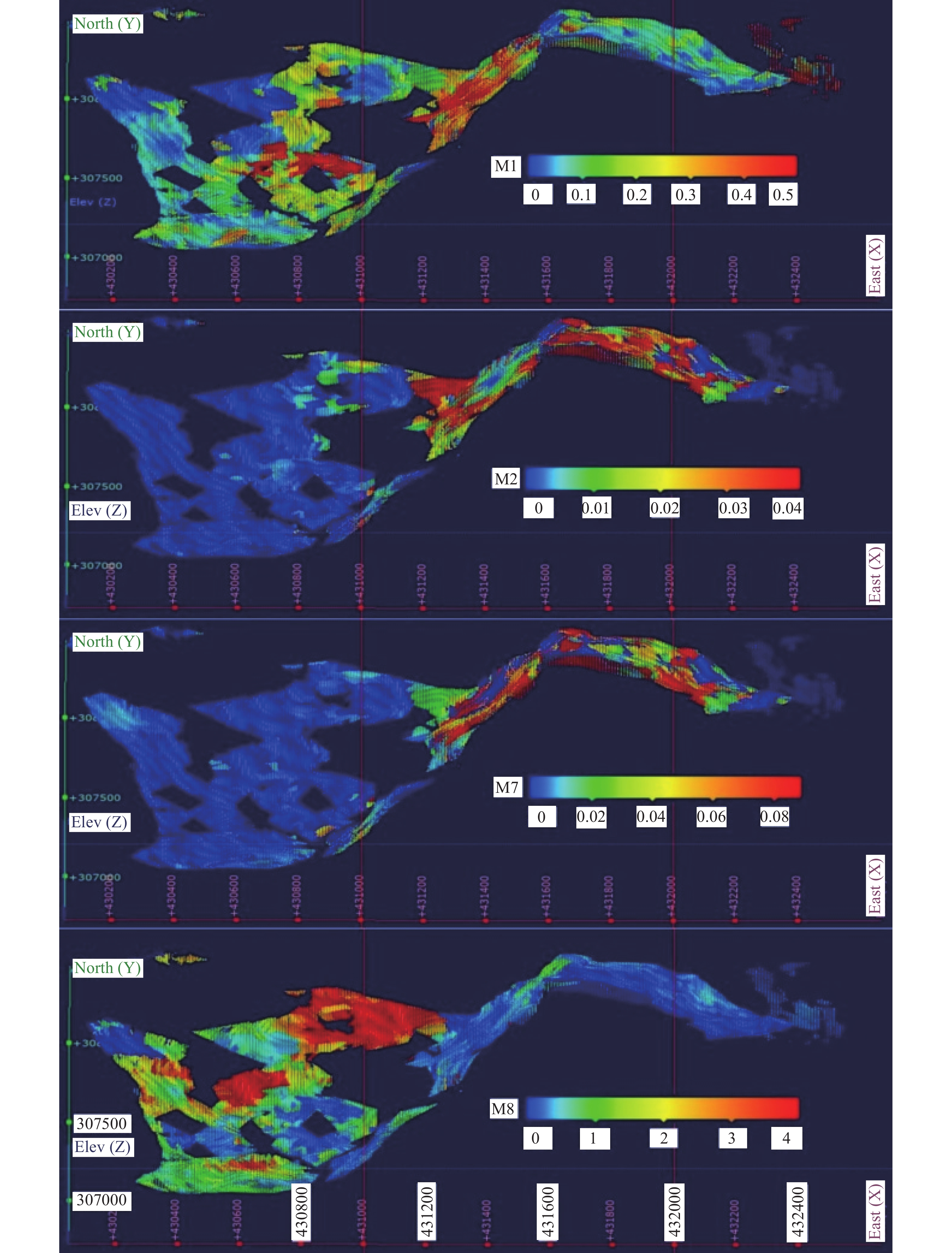
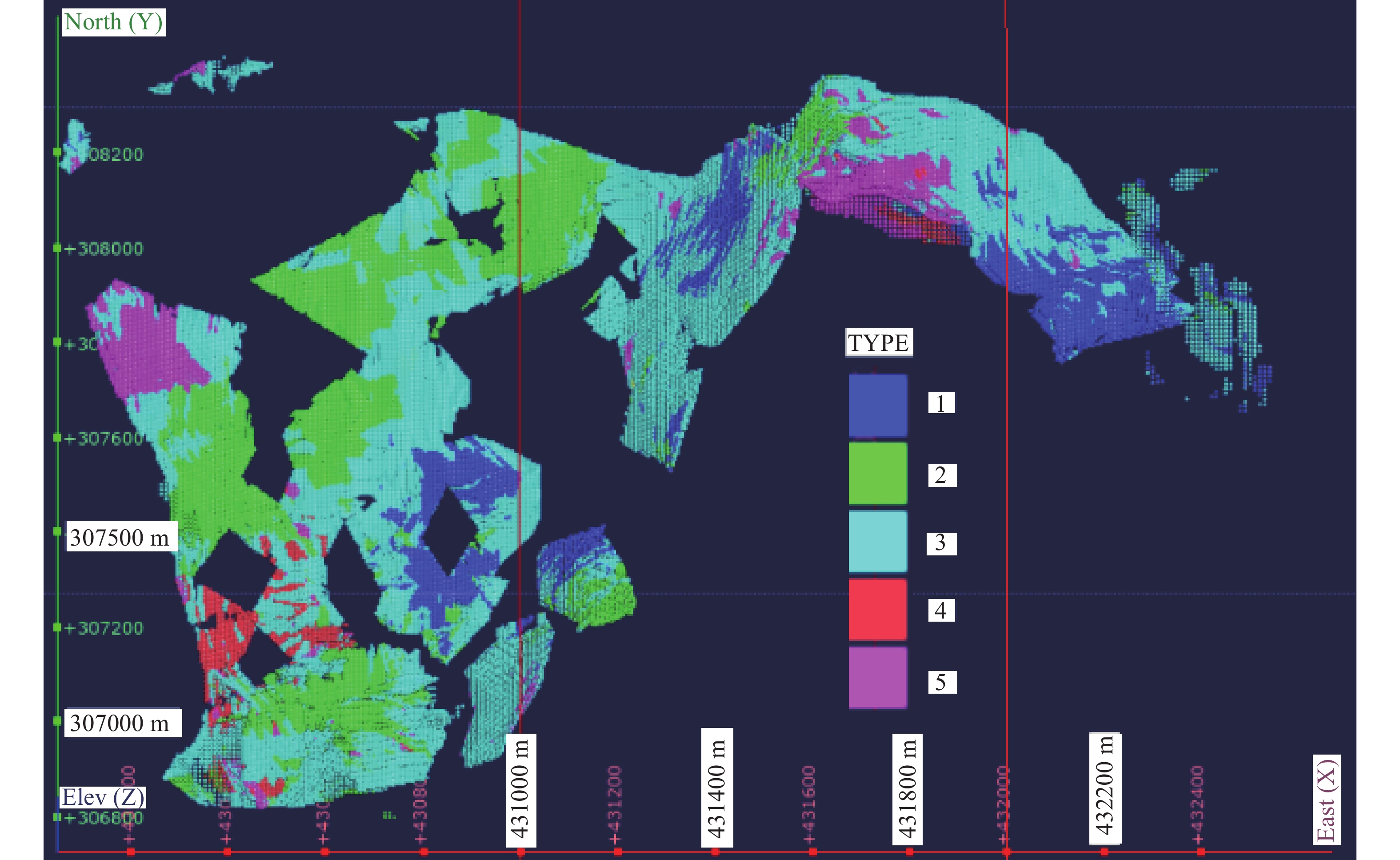
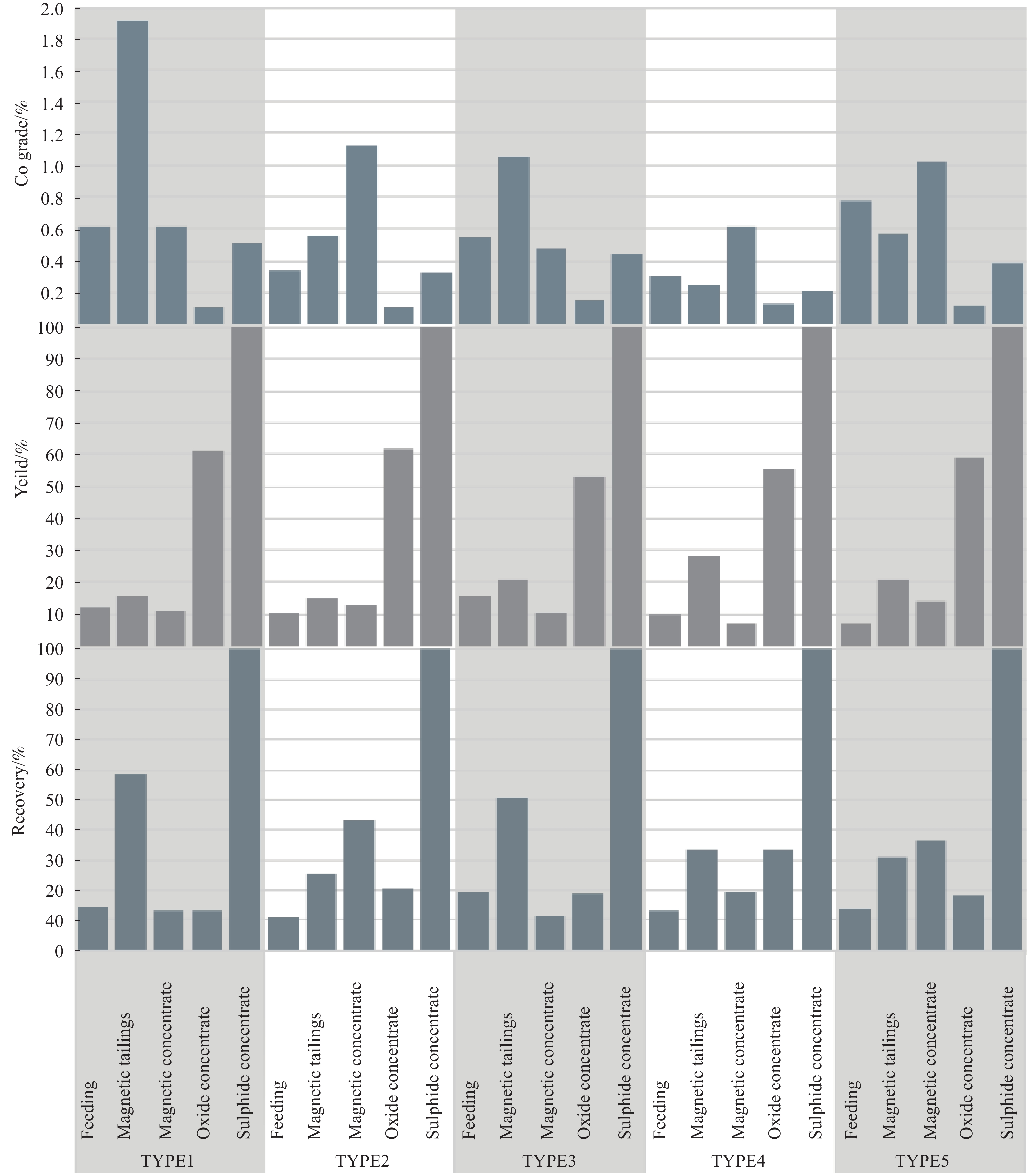
Abstract: The SICOMINES Cu–Co ore deposit is located in southwest Kolwezi, Congo (Kinshasa), and is a typical deposit in the Katanga Copper Belt in central Africa. Dozens of Cu and Co minerals exist in the deposit as a result of the superposition and transformation of three complex ore-forming stages, including the sediment-hosted, hydrothermal, and oxidation periods; some of these minerals include heterogenite, carrollite, chalcocite, malachite, Co-containing malachite, spherocobaltite, Cu/Co-containing psilomelane, and Co-containing limonite. The mineralogy and processability properties among Co minerals differ considerably. The variability in Co minerals poses substantial challenges in establishing a universal beneficiation or extraction process that can accommodate all geometallurgical variations. The current Co-recovery process integrates flotation and magnetic separation techniques. However, the lack of fundamental knowledge about the spatial distribution of Co minerals and the poor adaptability of current Co-recovery processes to adapt to variable ores contribute to considerable Co losses in mine tailings. The recovery efficiency for Co is generally low, and the operational stability of the process is unstable. To address the issues, this study devised a geometallurgical model of Co in an ore body using Datamine and Leapfrog software for the first time. Initially, historical exploration data were collected, strata and mineralized domain models were developed, and the spatial variation in Co grade was preliminarily obtained. Subsequently, a sampling design was implemented to collect samples for process mineralogical research, effectively representing the Co-grade distribution within the strata and ore bodies. Furthermore, quantitative data of the mineral content and Co-occurrence state for each sample were obtained using a process mineralogical method, and these data were incorporated into the model using interpolation methods such as single-domain assignment and the distance inverse power ratio. As a result, five spatial beneficiation zones were obtained based on the spatial distribution of Co minerals with varying processability properties. These zones were classified as suitable for flotation (TYPE1), suitable for magnetic separation (TYPE2), suitable for combined magnetic separation and flotation (TYPE3), suitable for leaching (TYPE4), and difficult to recover (TYPE5); this classification resulted in the formation of a preliminary geometallurgical model. Finally, comprehensive samples were collected from the five beneficiation zones for the beneficiation experiments. The results revealed that the integrated magnetic separation and flotation process employed in the mine achieved varying Co-recovery efficiencies across the five beneficiation zones. This process proves applicable solely to the spatial domains of TYPE1, TYPE2, and TYPE3. The results also indicated that the classification of beneficiation zones in the geometallurgical model was within reason. Reasonable ore blending, based on the occurrence state of Co and the effective Co grade in the model, contributes to stabilizing current production and enhancing Co recovery. The developed geometallurgy model can be continuously optimized by adding sampling points or mineralogy parameters such as Co mineral particle size, mineral liberation degree, and Co-associated relationship with other minerals. The developed geometallurgy model serves as a valuable guide for the realization of classified mining and separation of Co ores in the SICOMINES mining region and for appropriate management.
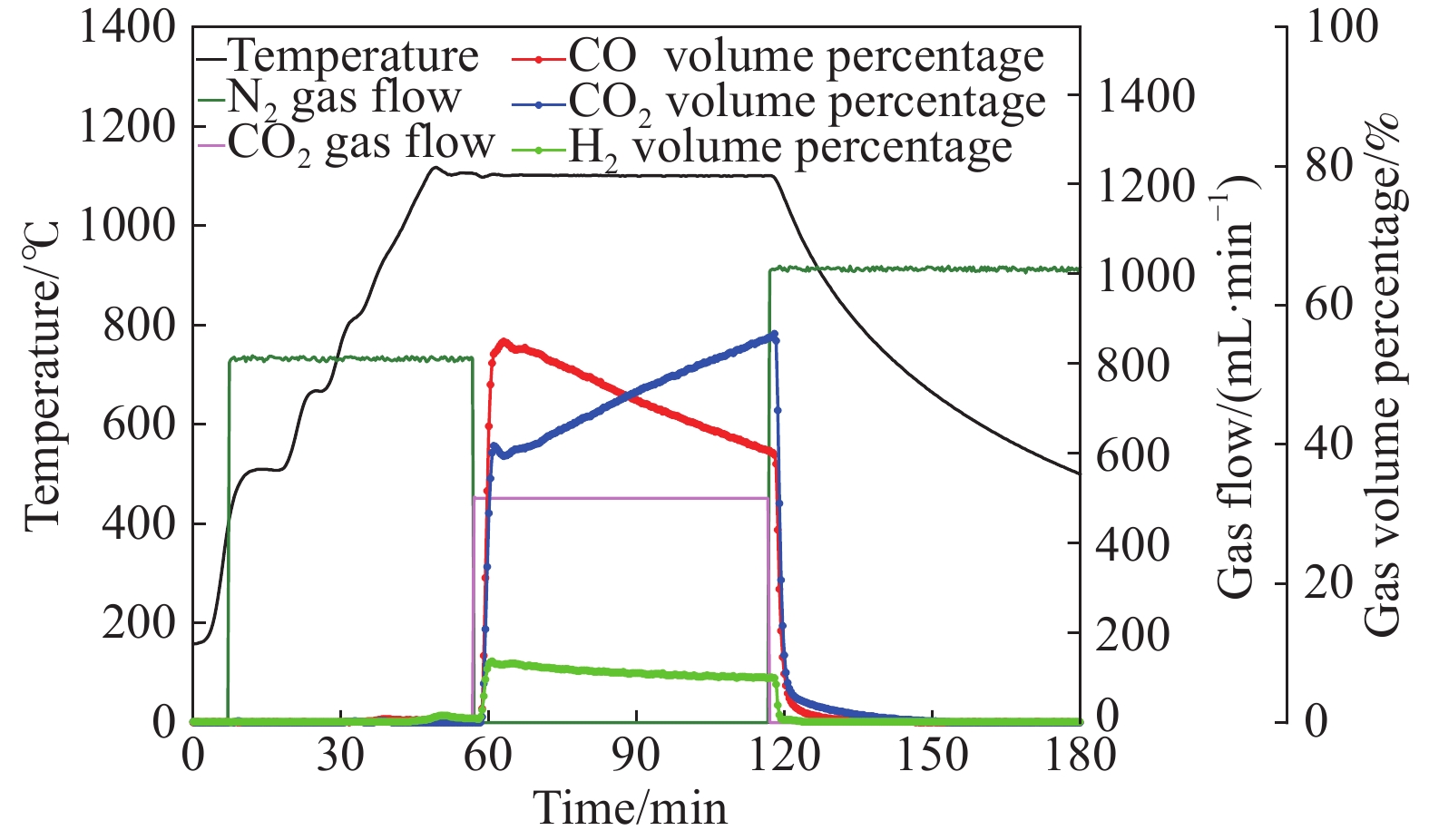
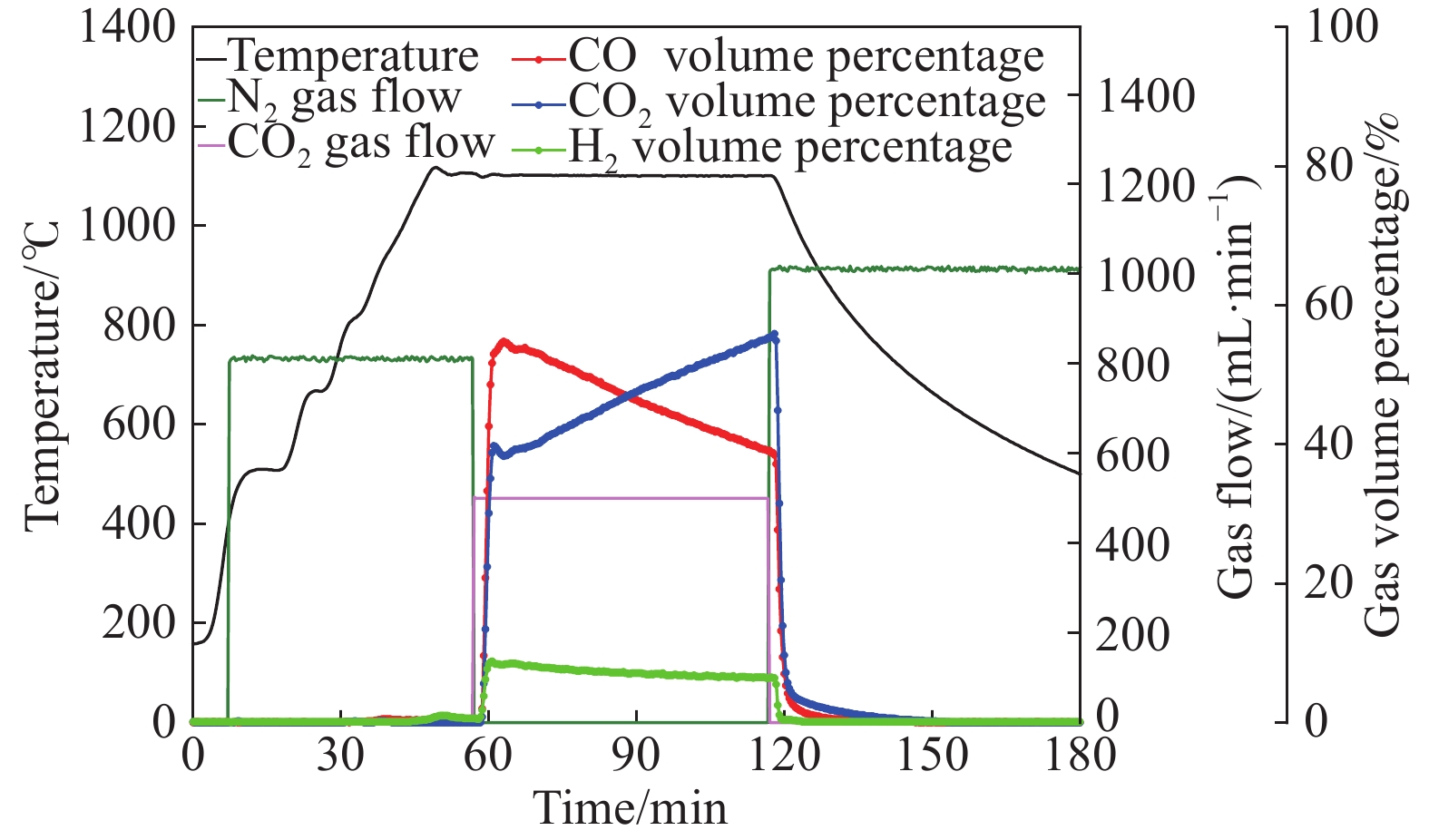
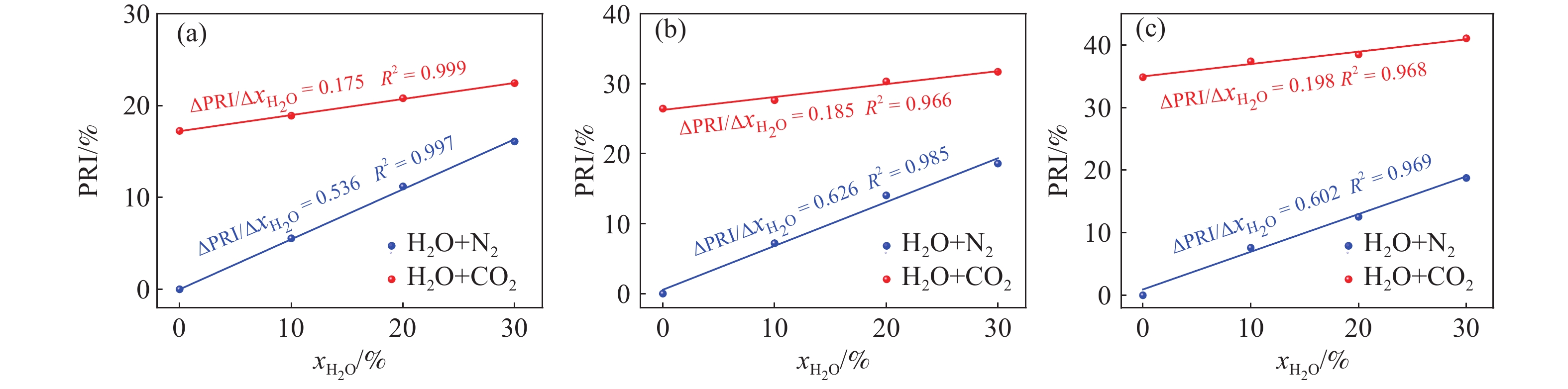
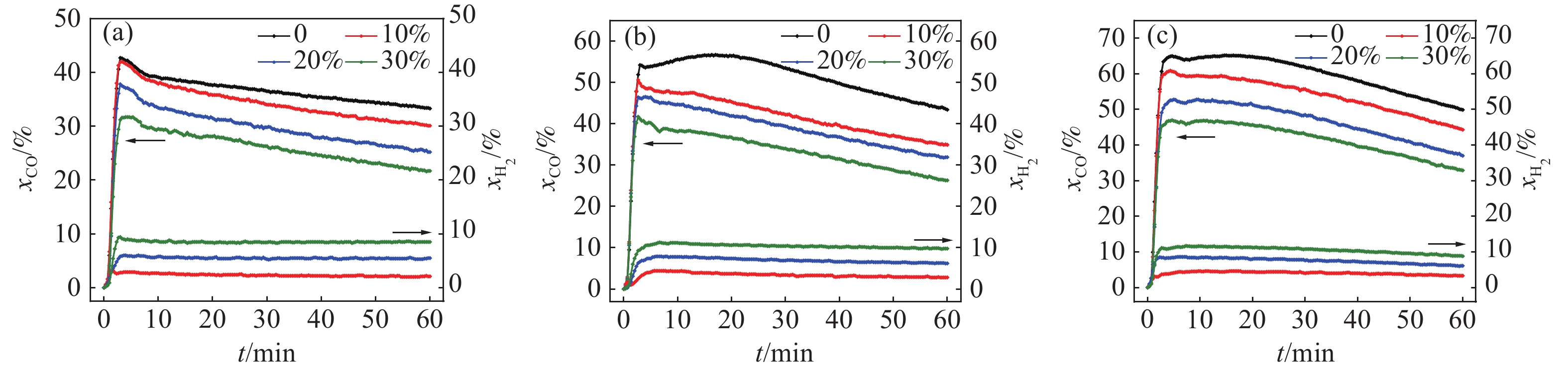
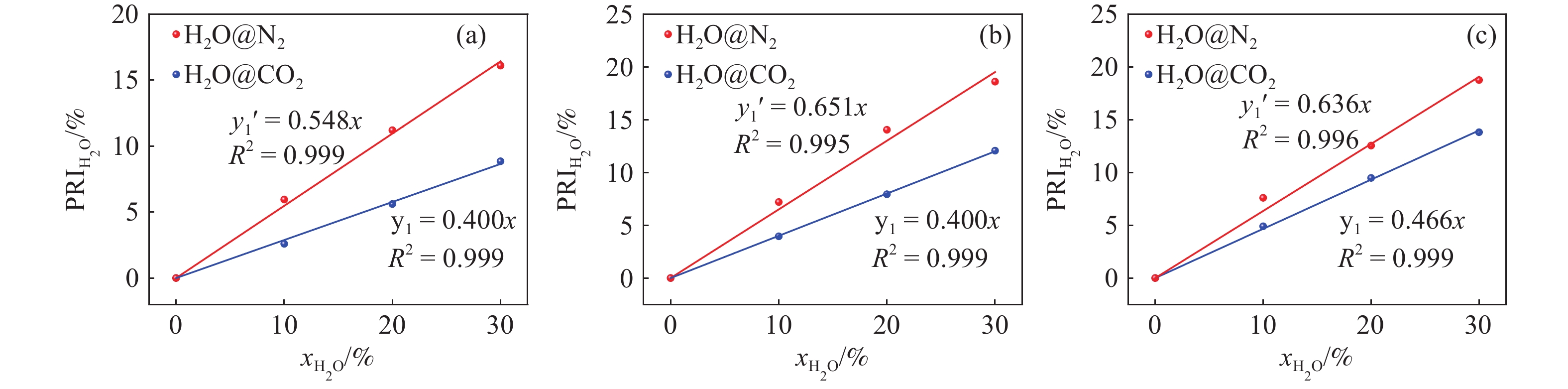
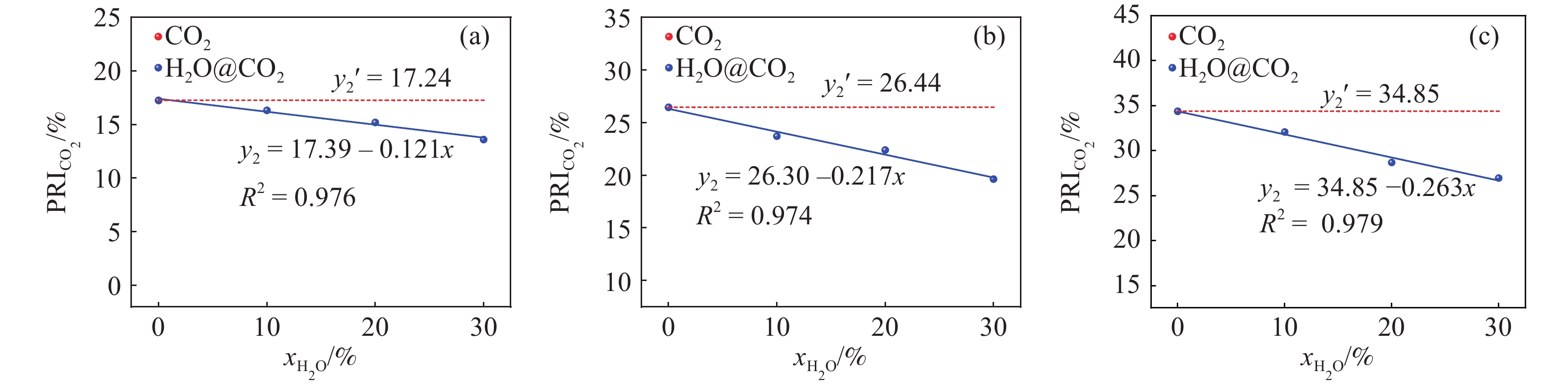
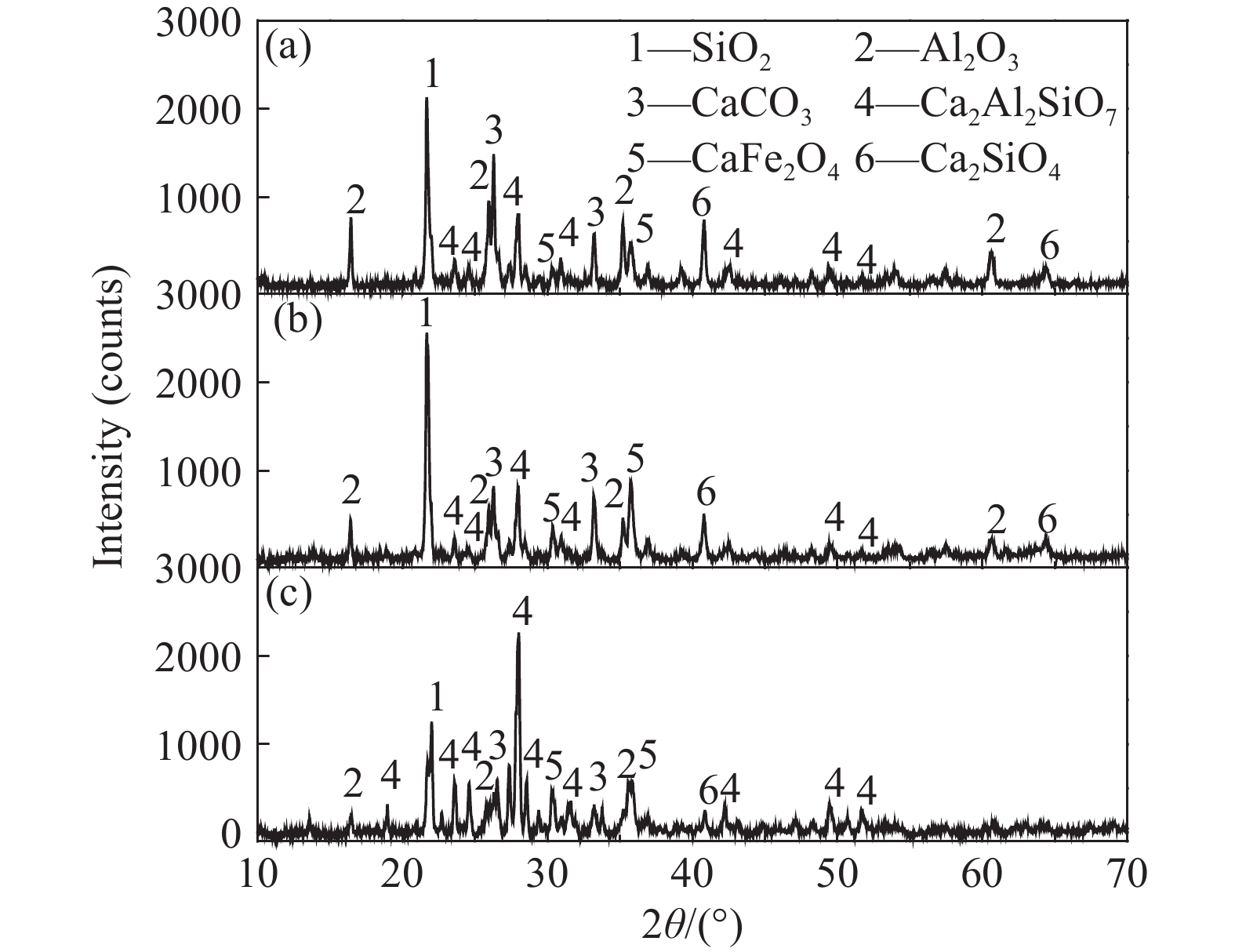
Abstract: To examine the solution loss reaction properties of cokes with Ca/Fe additives in a hydrogen-rich blast furnace, the solution loss reactions of cokes were performed using a CO2 (N2) carrier gas with various percentages (0–30%) of H2O vapor, and the effect of Ca/Fe additives on the Boudouard reaction (C + CO2 = 2CO) and water–gas reaction (C + H2O = CO + H2) of cokes in a H2O + CO2 atmosphere was studied by examining the content of CO and H2 in the off-gas. The results demonstrate that the coke reactivity has a positive linear relationship with the percentages of H2O vapor in H2O + CO2 and H2O + N2 atmospheres, and the fitting slope k could be used to characterize the rate constant for the solution loss reaction of cokes in H2O + CO2 and H2O + N2 atmospheres. The k value for the solution loss reaction of the coke in the H2O + CO2 atmosphere is smaller than that of the coke in the H2O + N2 atmosphere, which shows that there is a competition between the reactions of H2O and CO2 with cokes in the H2O + CO2 atmosphere. Furthermore, the experimental reactivities of coke are smaller than their theoretical reactivities in the H2O + CO2 atmosphere, and the difference between the experimental and theoretical reactivities of the basic coke (BC) is less than those of the cokes with Ca/Fe additives (BC + Ca, BC + Fe), which shows that the Ca/Fe additives affect the competitive relationship of the reactions of CO2 and H2O with coke. Two inhibition factors, $\alpha_{{\rm{CO}}_2/{\rm{H}}_2{\rm{O}}} $ and $\alpha_{{\rm{H}}_2{\rm{O}}/{\rm{CO}}_2} $, are proposed to measure the degree of inhibition based on the difference in the k value for the cokes in H2O + CO2 and H2O + N2 atmospheres. The inhibition factor $\alpha_{{\rm{CO}}_2/{\rm{H}}_2{\rm{O}}} $ could quantitatively characterize the inhibition degree of CO2 on C + H2O reaction in the H2O + CO2 atmosphere, and the inhibition factor $\alpha_{{\rm{H}}_2{\rm{O}}/{\rm{CO}}_2} $ could quantitatively characterize the inhibition degree of H2O on the C + CO2 reaction in the H2O + CO2 atmosphere. The $\alpha_{{\rm{CO}}_2/{\rm{H}}_2{\rm{O}}} $ factors of BC, BC + Fe, and BC + Ca cokes are 0.260, 0.251, and 0.170, respectively, and the $\alpha_{{\rm{H}}_2{\rm{O}}/{\rm{CO}}_2} $ factors of BC, BC + Fe, and BC + Ca are 0.121, 0.217, and 0.263, respectively. The Ca/Fe additives in cokes reduce the $\alpha_{{\rm{CO}}_2/{\rm{H}}_2{\rm{O}}} $ factor and increase the $\alpha_{{\rm{H}}_2{\rm{O}}/{\rm{CO}}_2} $ factor, showing that Ca/Fe additives can attenuate the inhibition degree of CO2 on the C + H2O reaction and improve the activity of the C + H2O reaction, and the Ca additive has a greater impact on the competitive relationship between the reactions of CO2 and H2O with coke than the Fe additive. The catalytically active substances in Ca/Fe additives in cokes could be CaFe2O4 and Ca2Al2SiO7, and the difference in the existing states of Ca/Fe elements in cokes causes the difference in the catalytic effect of Ca/Fe additives on the solution loss reactions of cokes.
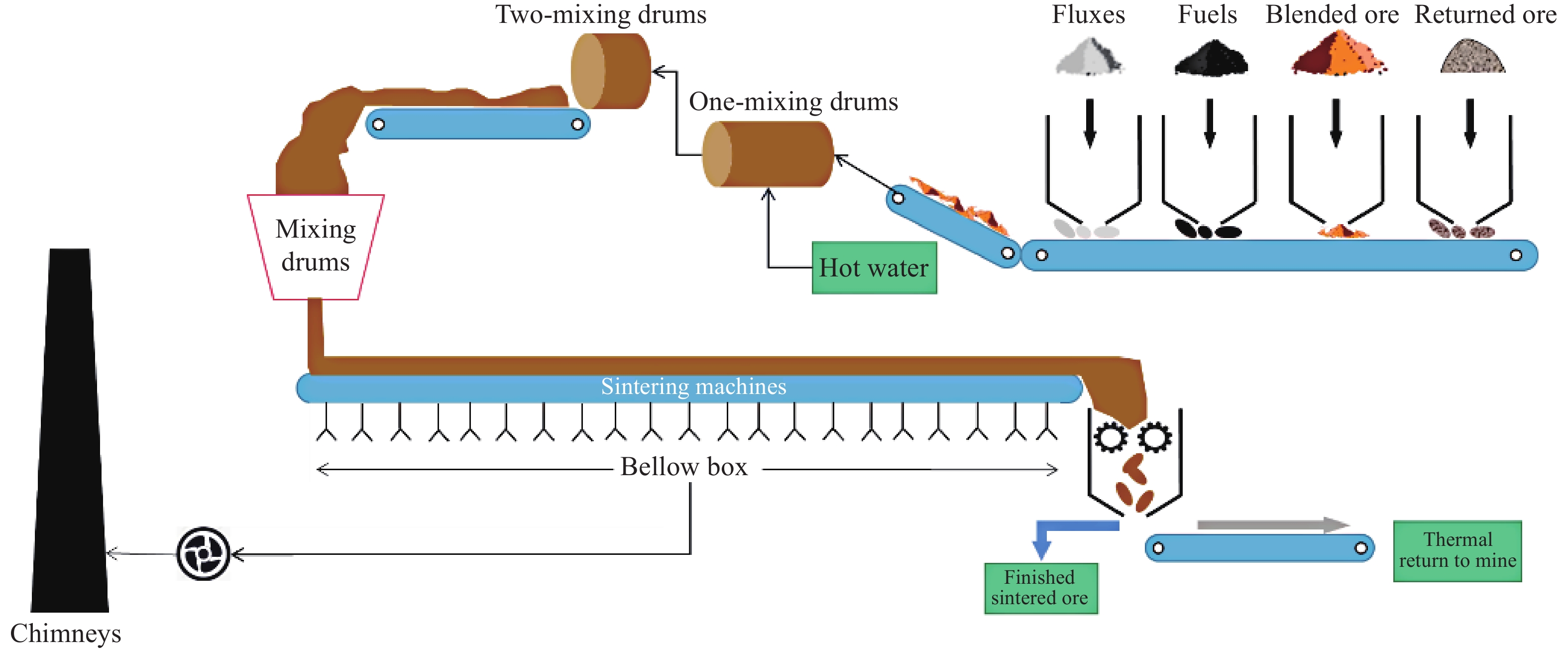
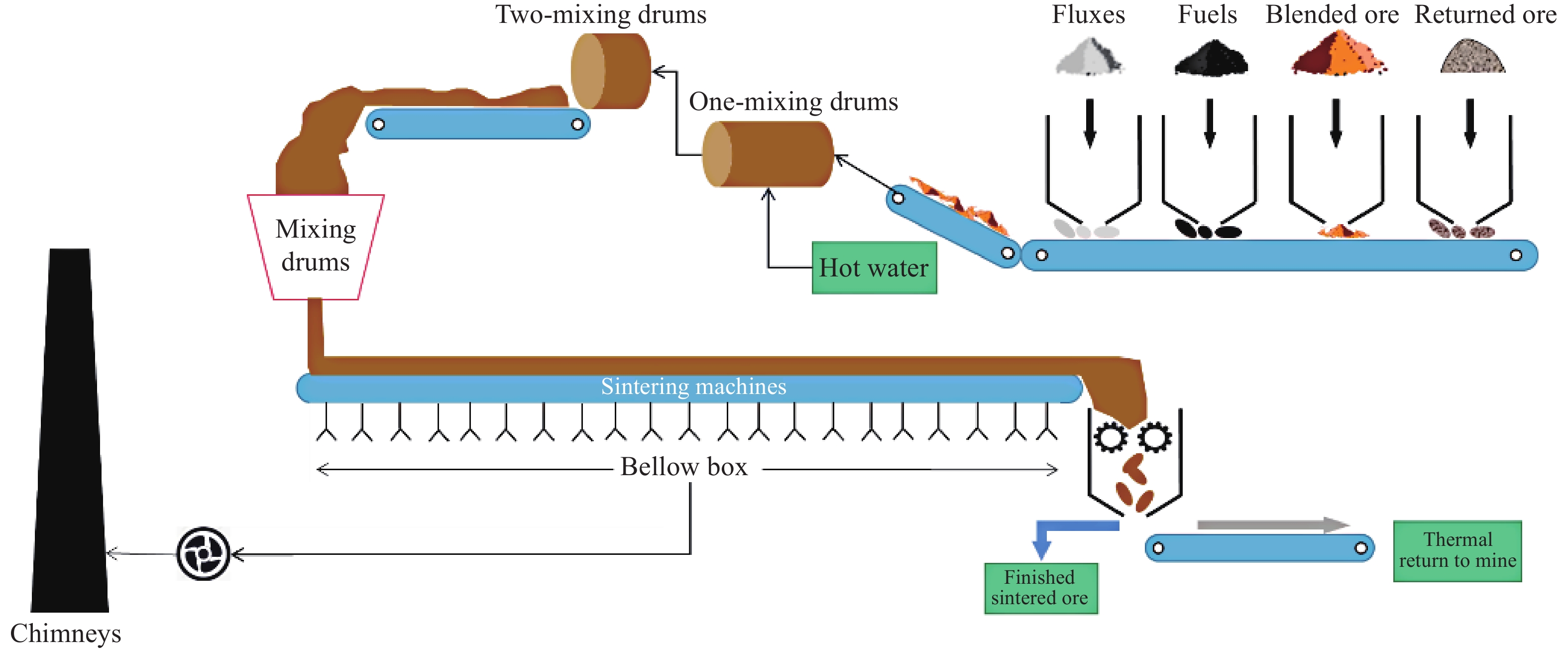
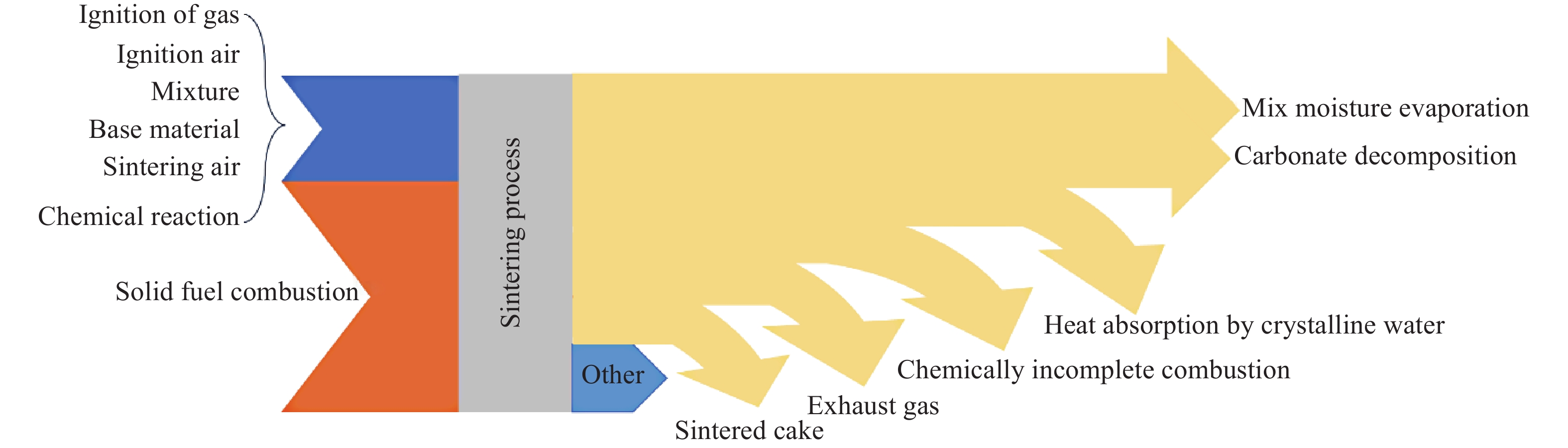
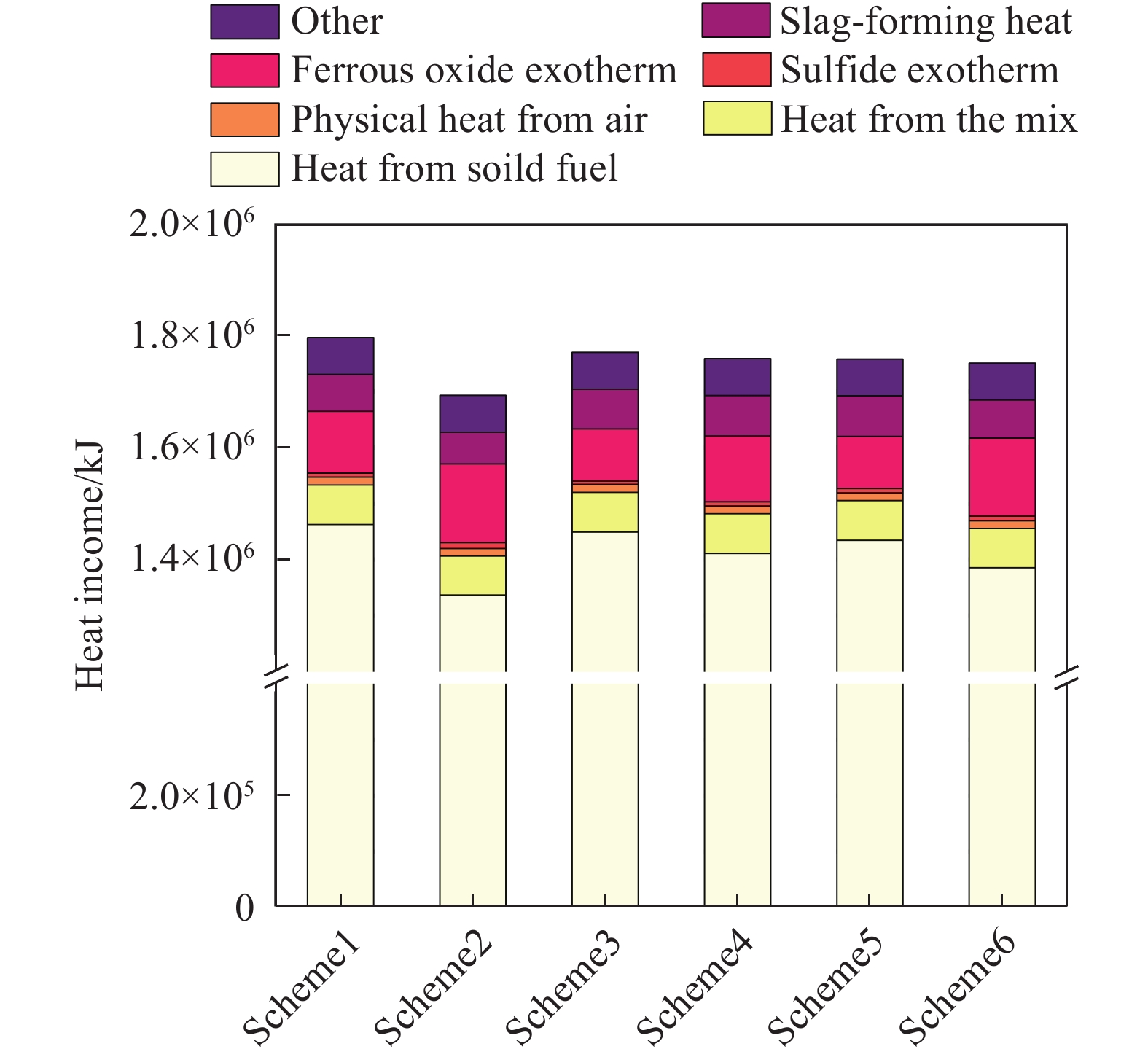
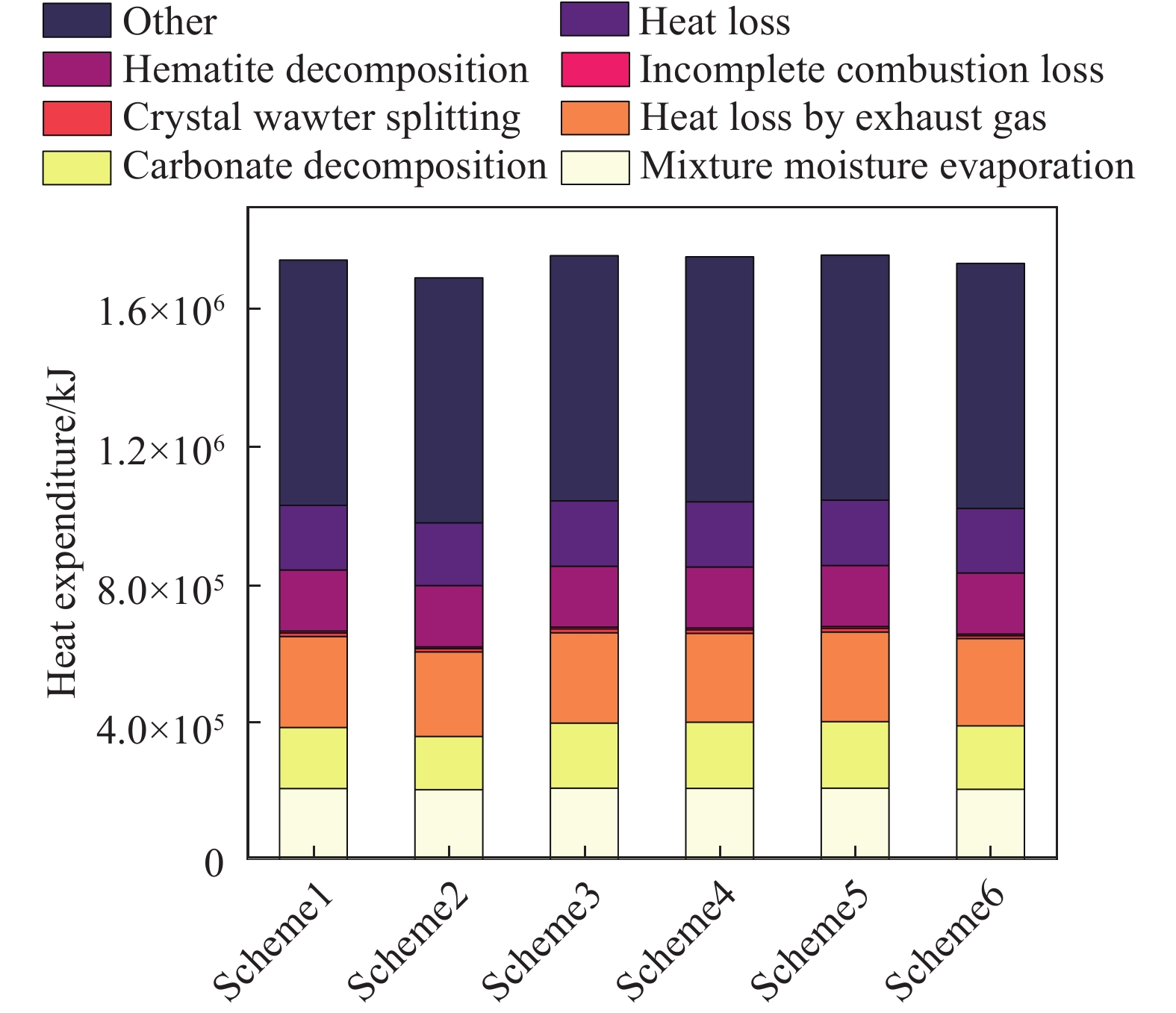
Abstract: As one of the major energy-consuming processes in steel production, sintering accounts for approximately 10% of the total energy consumption of steel production. The energy consumed in the sintering process is mainly attributed to solid fuels. Additionally, in traditional sintering, optimized ore–fuel ratio is usually determined by experience, which fails to achieve a dynamic balance between raw material type and sintering process combustion consumption. In this study, we first analyze the complex physicochemical reaction processes, such as the decomposition of crystalline water, combustion of solid fuels, and oxidation and reduction of iron oxides in the sintering process, to understand the energy flow of the sintering process. We then set empirical parameters according to an actual sintering site, and we finally establish a sintering energy–mass balance model. Subsequently, the sintering energy balance constraint is embedded on the basis of the existing constraints of chemical composition, alkalinity, raw material ratio, etc. Additionally, the cost of sintering raw material is taken as the optimization target, after which a sintering batching model based on sintering energy balance is constructed; the penalty function method is used to transform the constrained problem into an unconstrained one; finally, the actual furnace charge structure of a certain steel plant is solved by using the particle swarm algorithm (PSO) to realize completely automatic dosing of sintering iron ore, flux and fuel. The simulation results show that the optimized sintering ore allocation based on the proposed PSO algorithm-led optimal sintering ore allocation model results in a suitable fuel ratio and increased energy efficiency of the sintering process. The optimal sintering ore allocation method is a compromise of various conflicting objectives; therefore, the solved ore allocation scheme is taken as the object, and the four indicators TFe, cost, S content, and solid fuel usage are integrated; additionally, the weights of each indicator are objectively obtained by using the entropy weight method according to the dispersion degree of data and information entropy of each indicator, under the principle of considering the balance of group benefit maximization and individual regret minimization. The VIKOR (Multicriteria optimization and compromise solution) method is used for compromise ranking and preference of the scheme. The final results confirm that the proposed PSO–VIKOR sintering ore allocation optimization model achieves energy saving and emission reduction in the sintering process while considering the sintering cost and quality, which is expected to help in low-carbon green development and sustainable evolution of sintering in iron and steel enterprises and achieve the double carbon target.
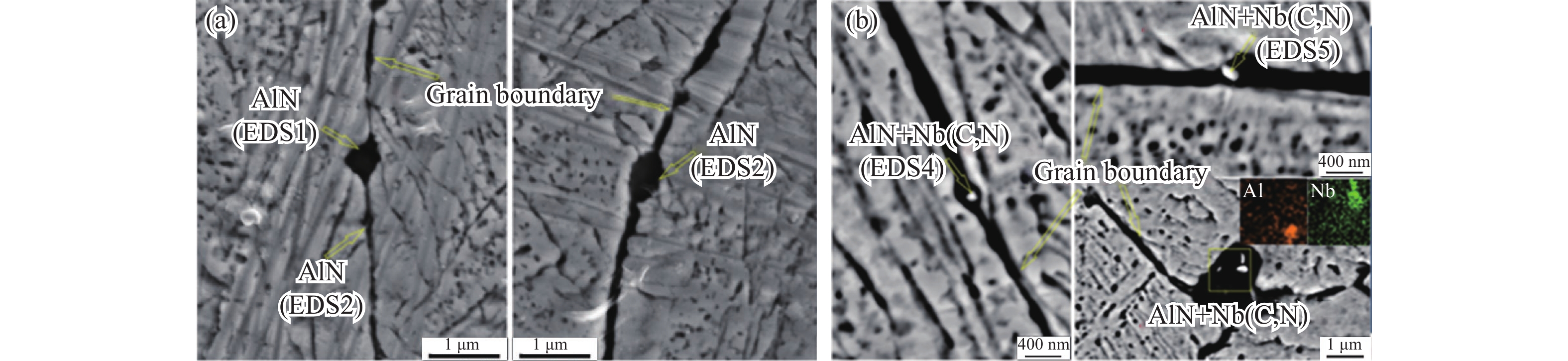
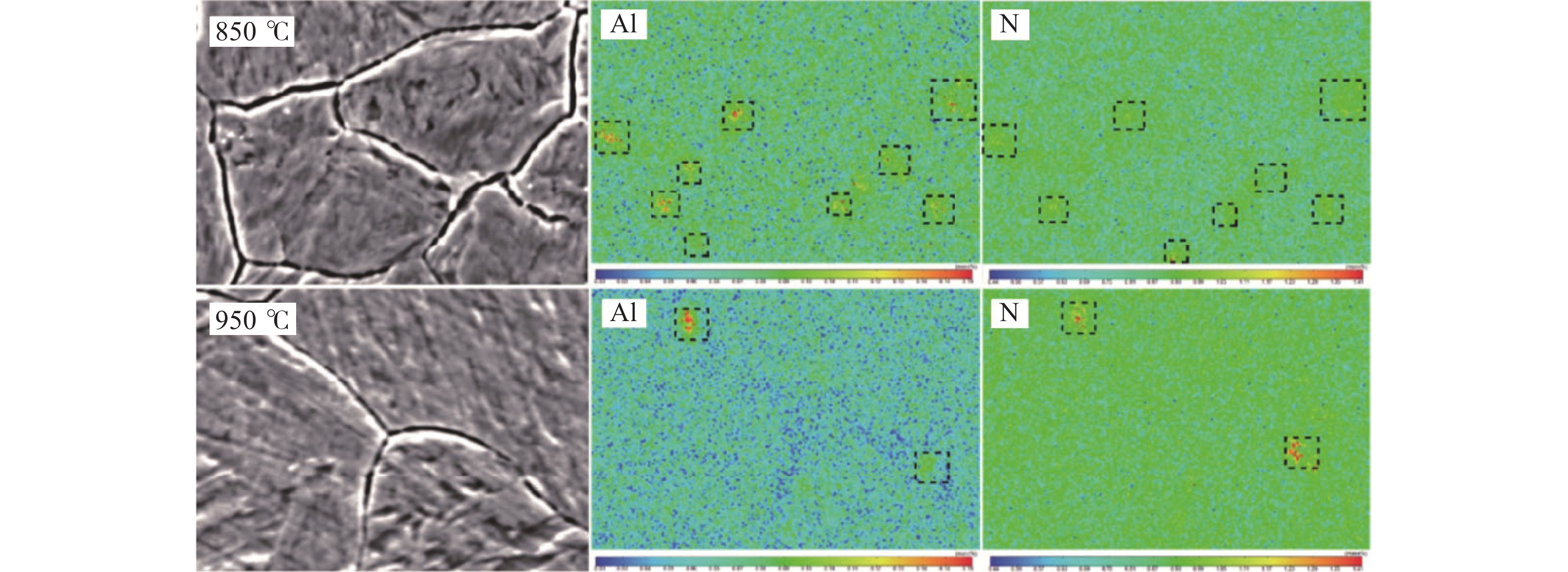
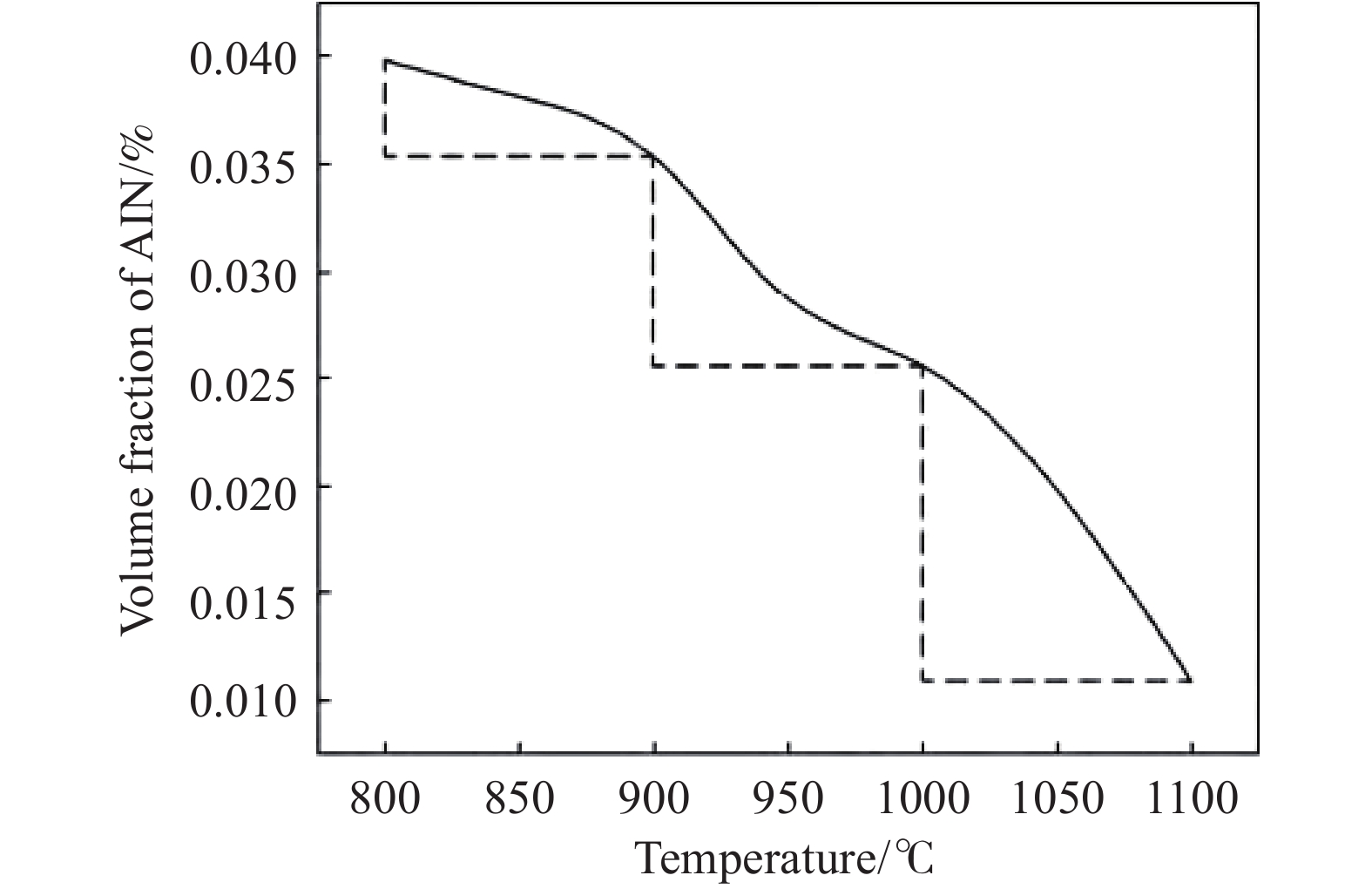
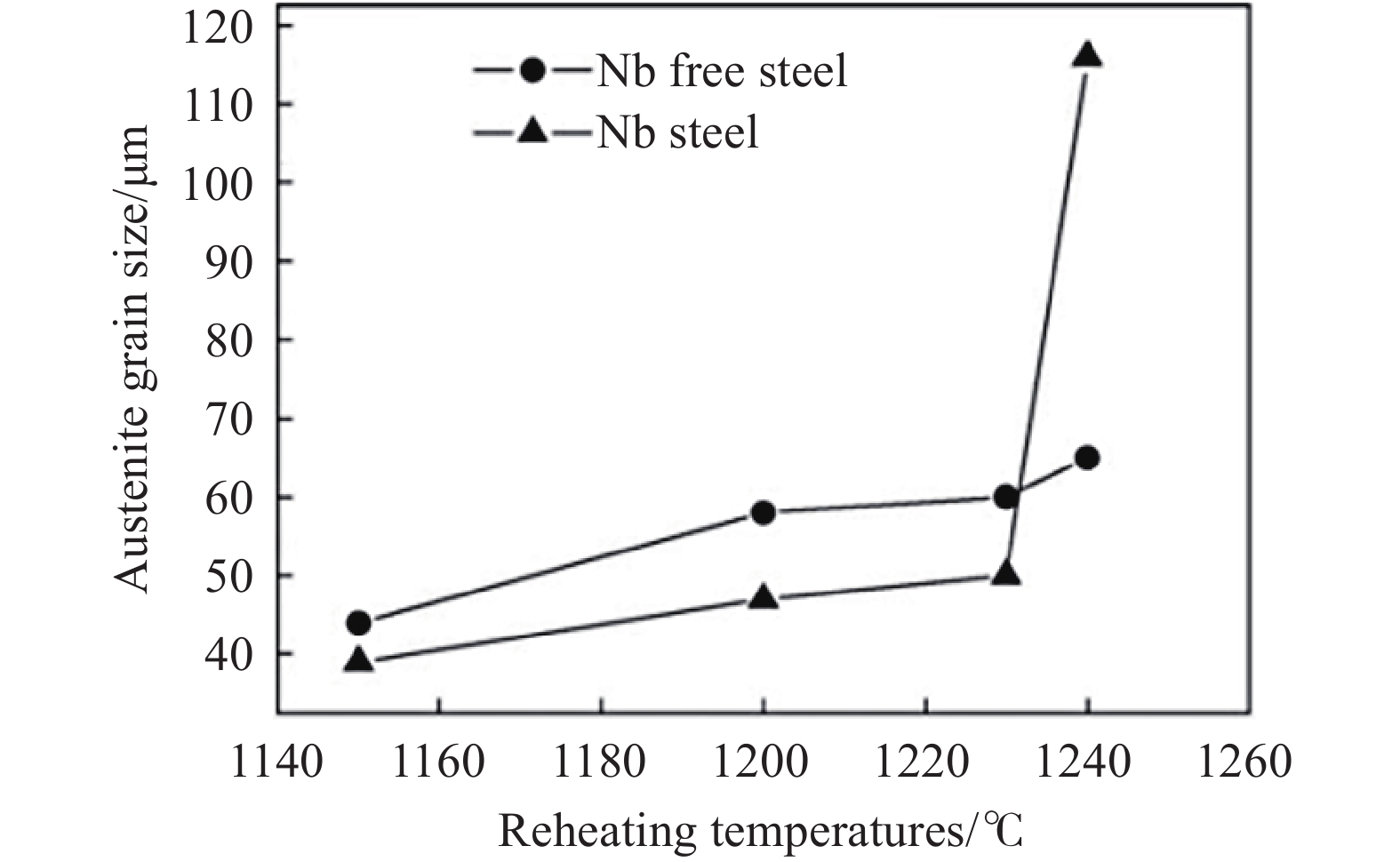
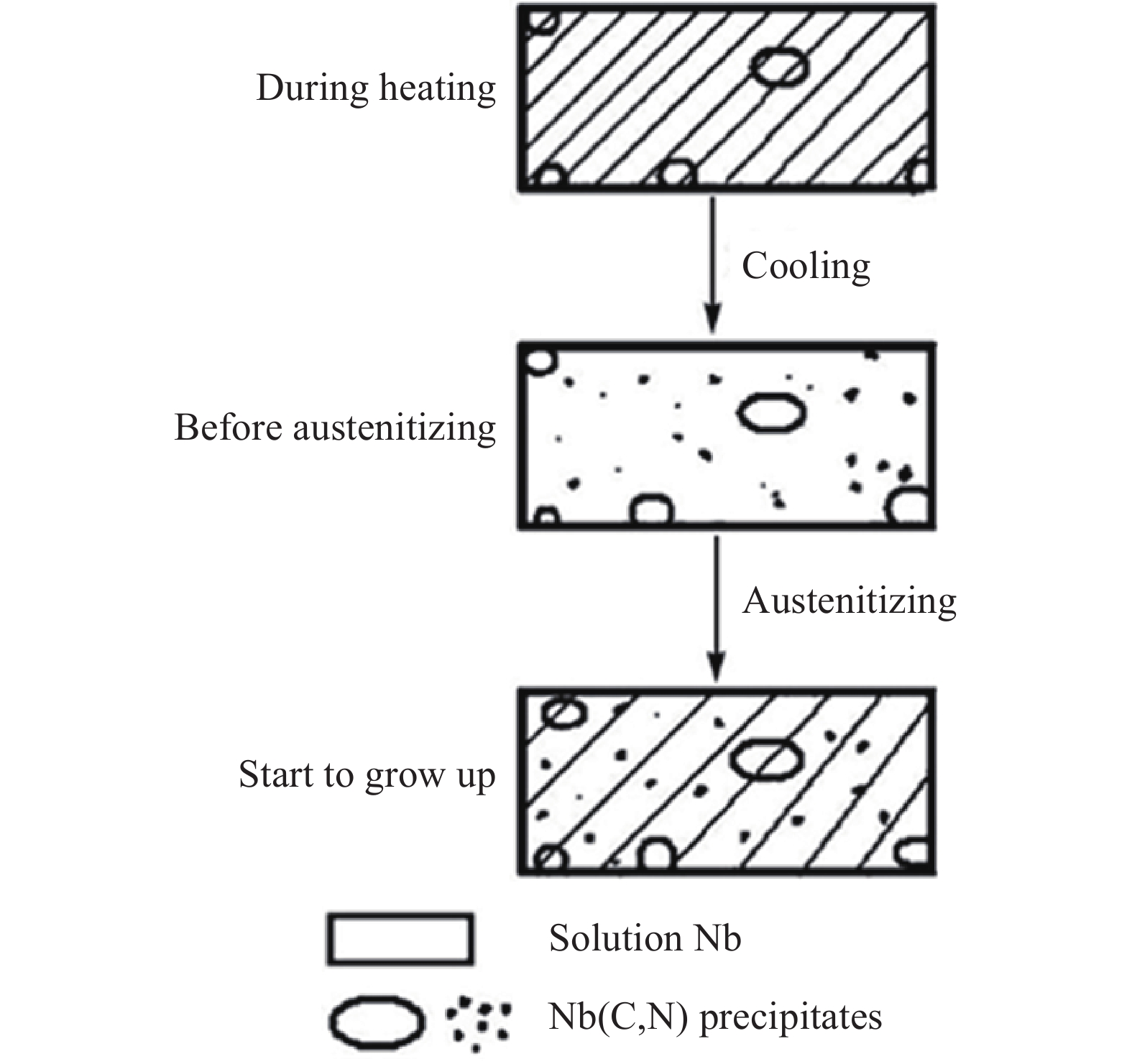
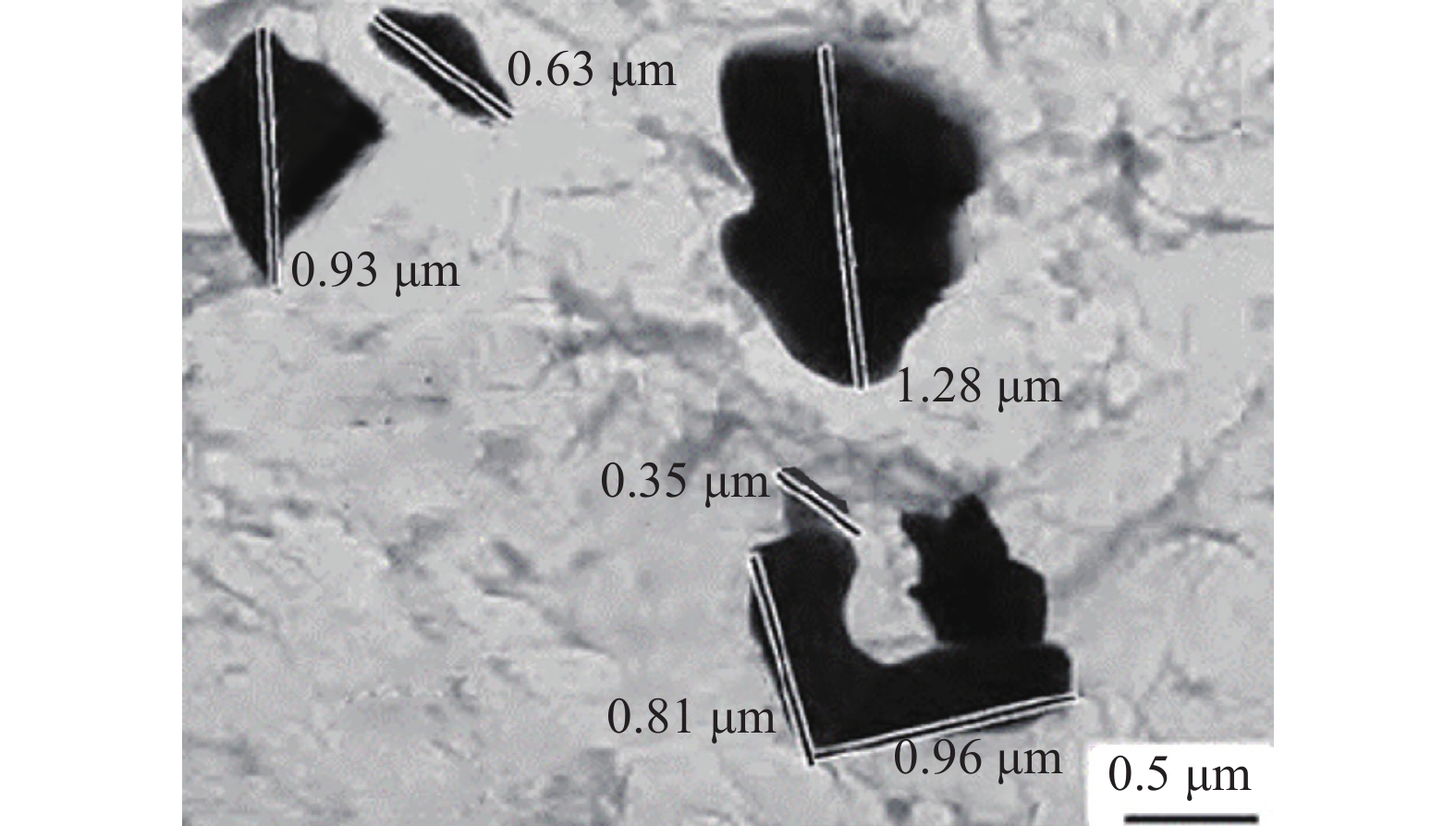
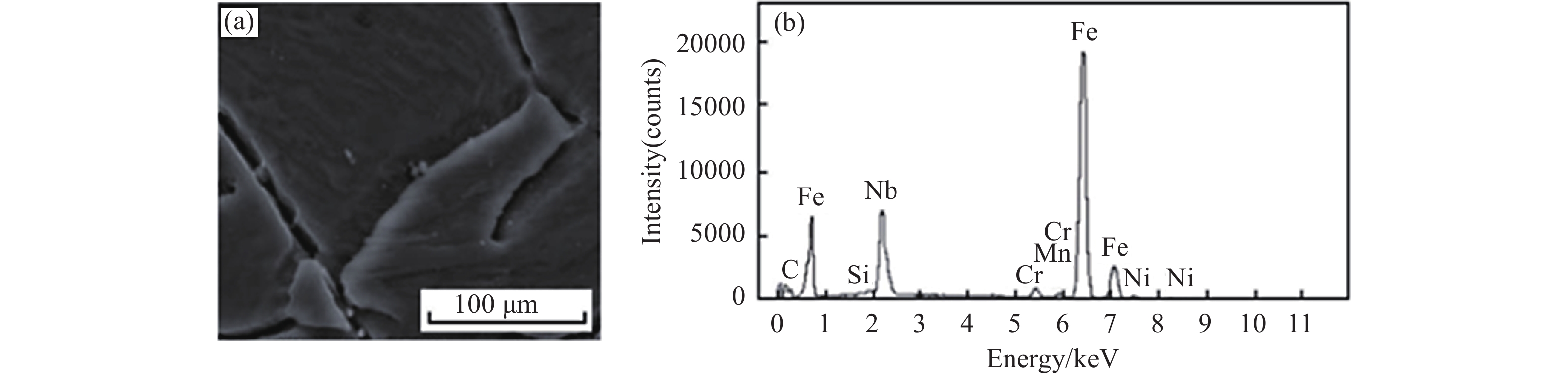
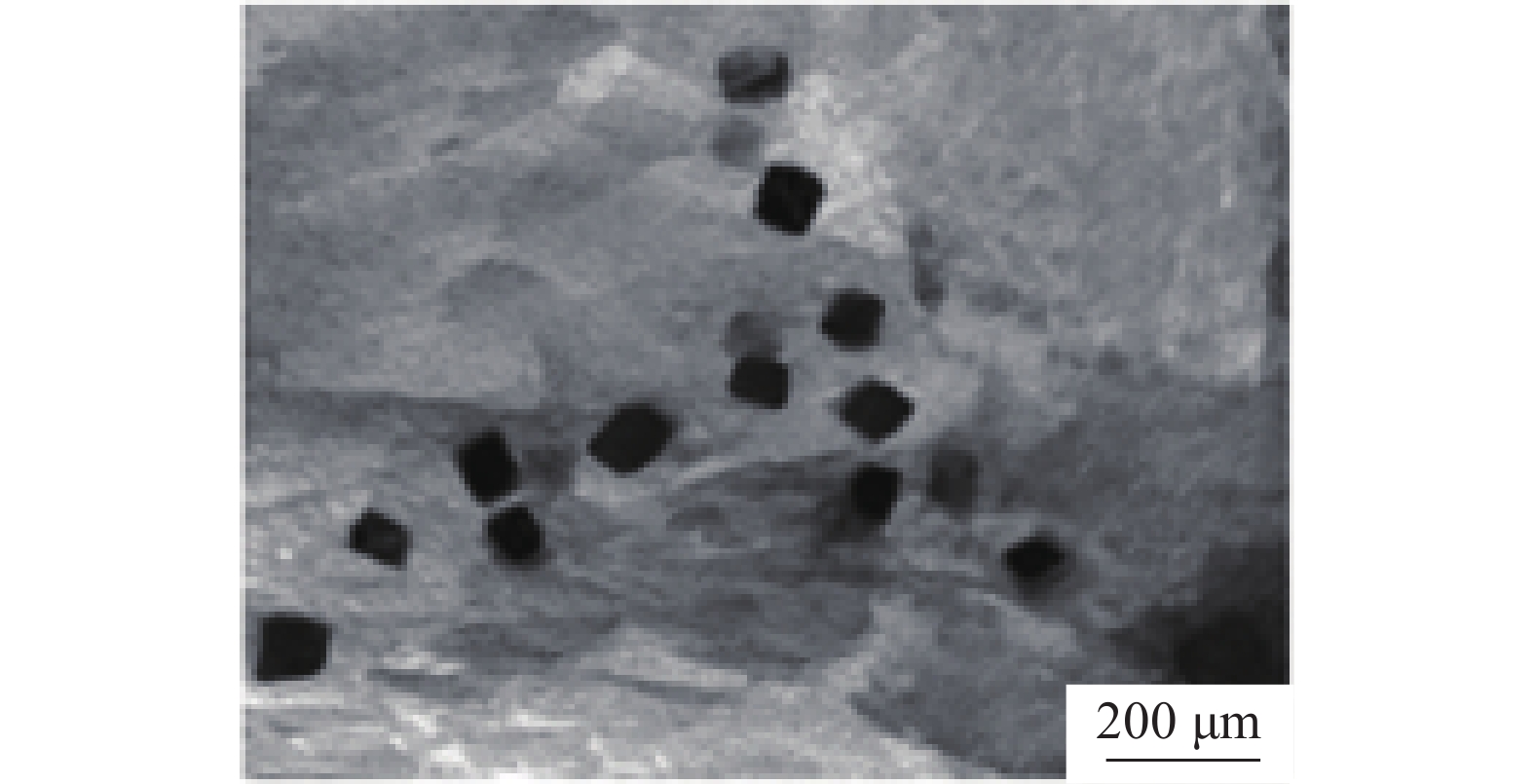
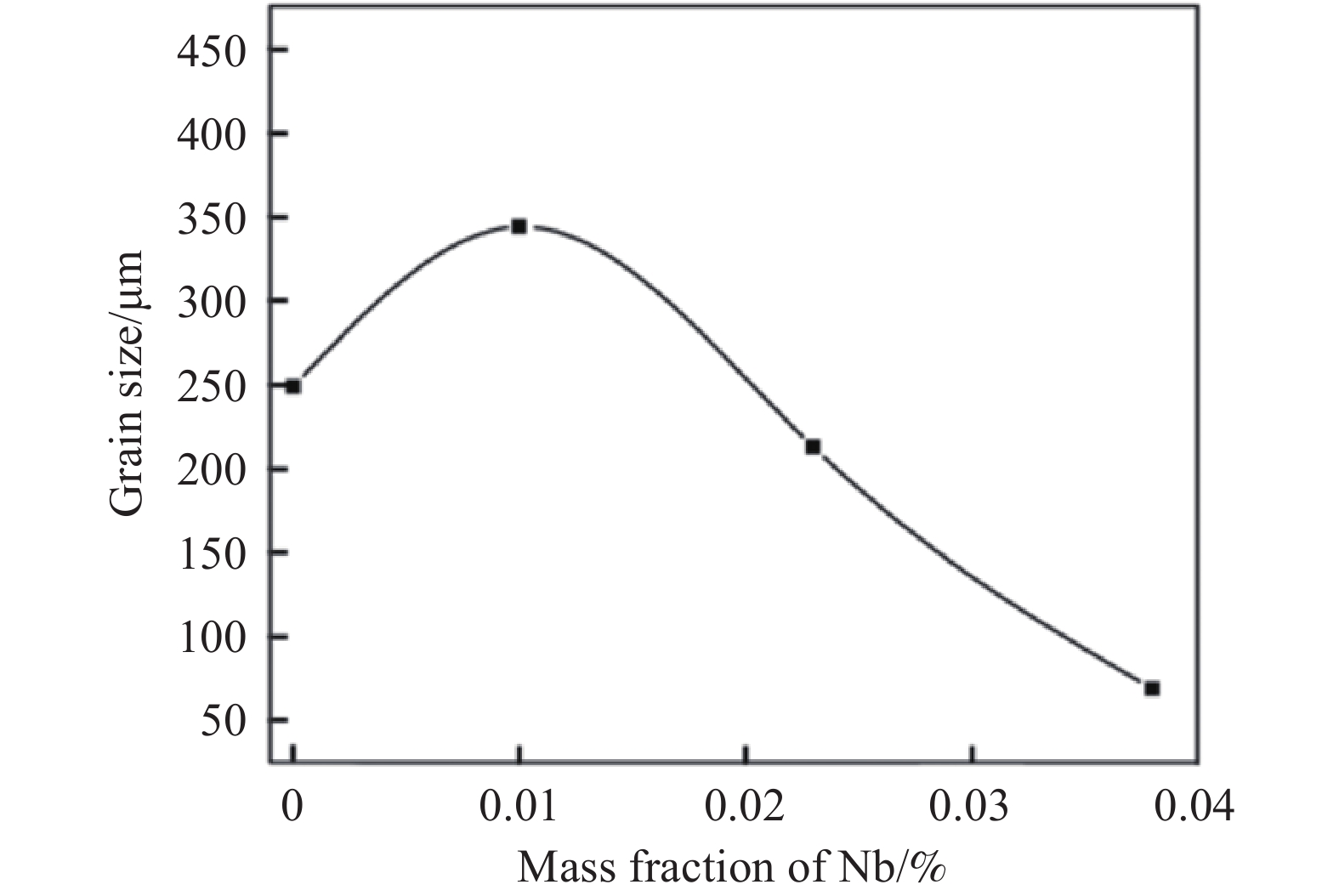
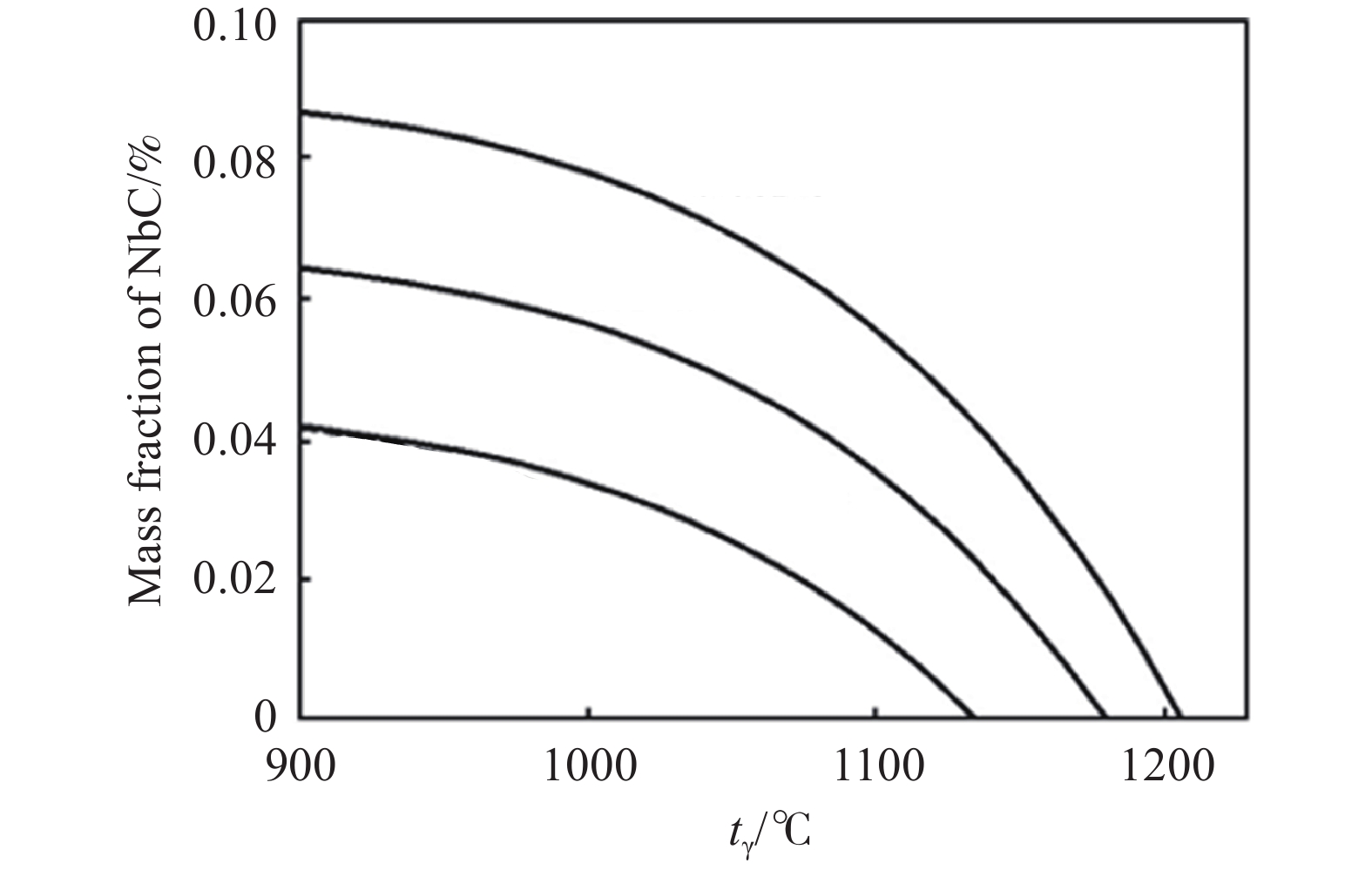
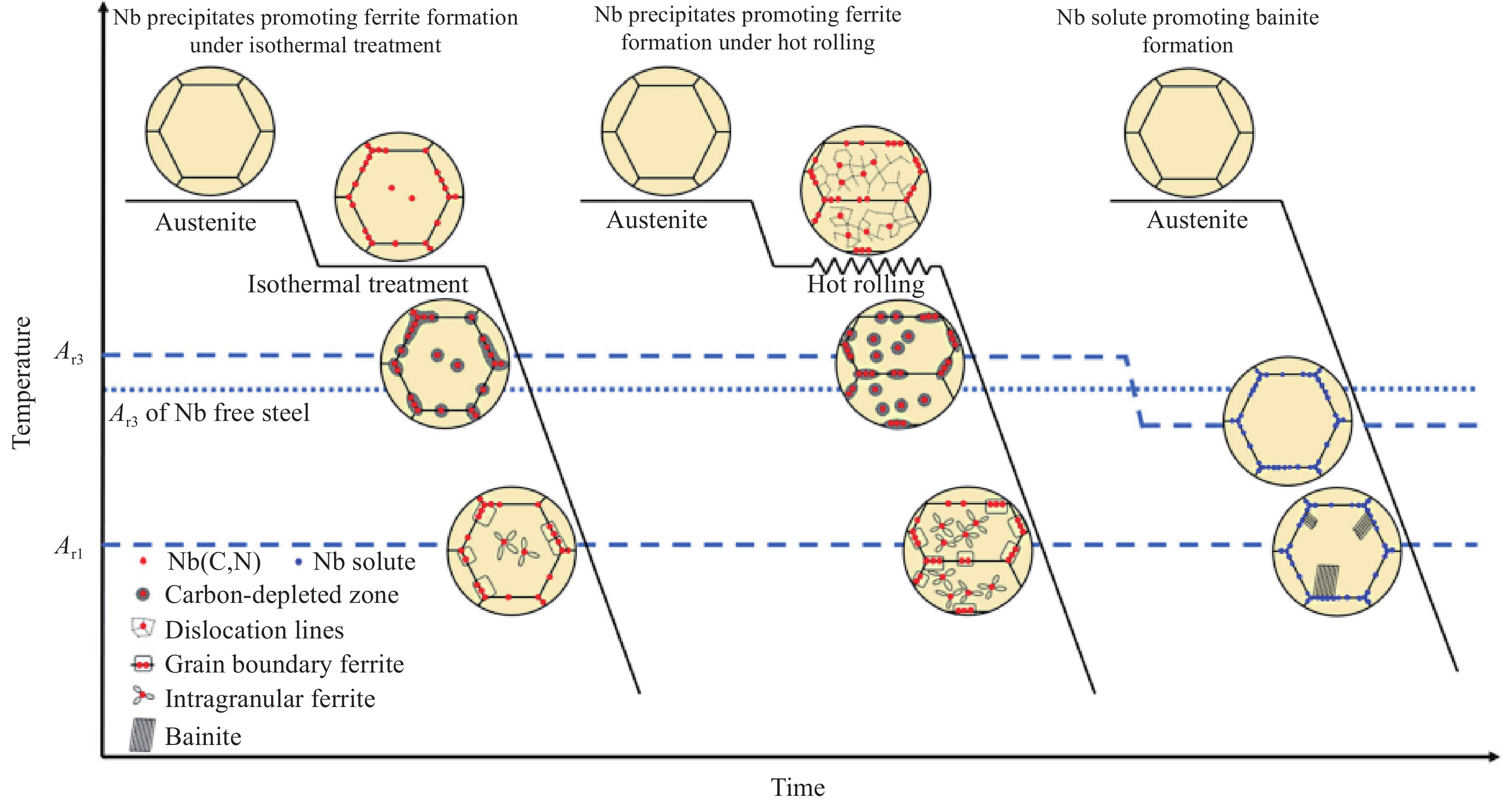
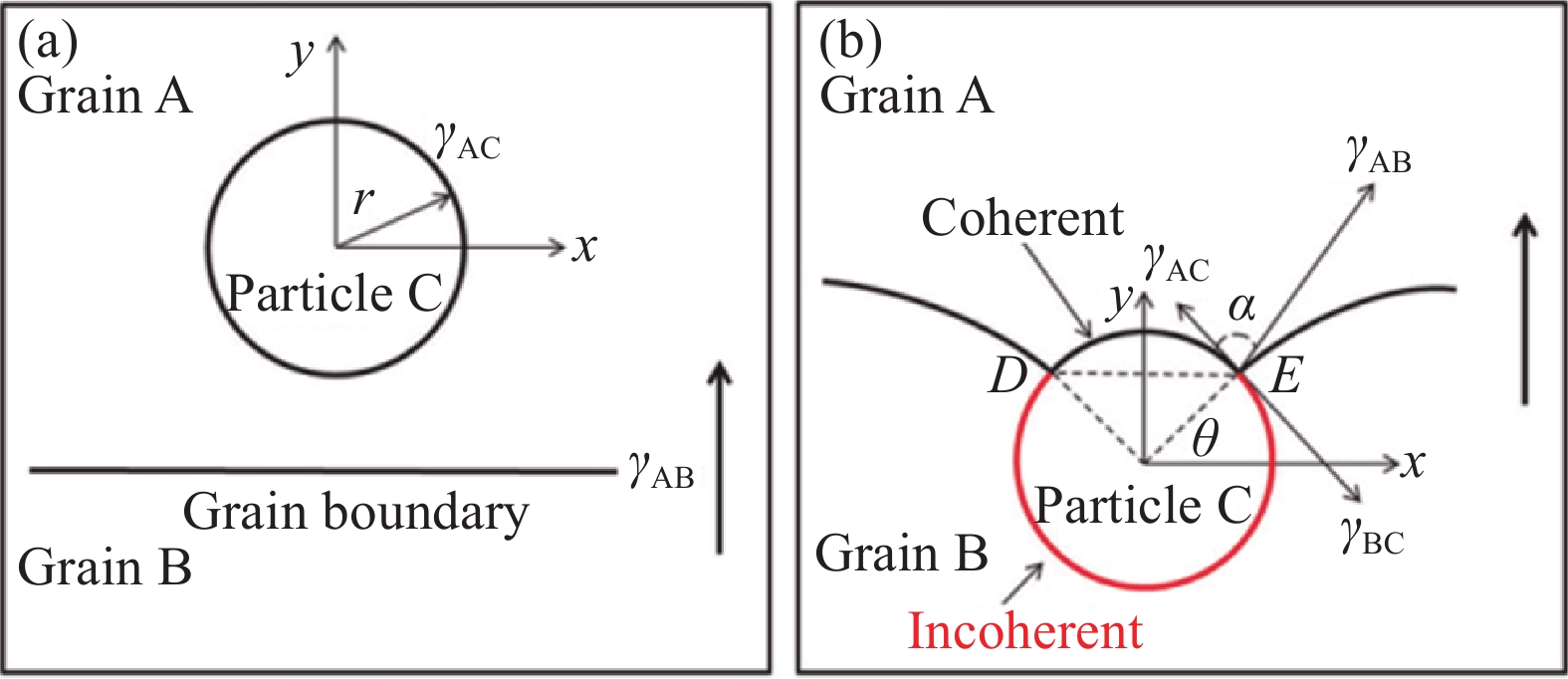
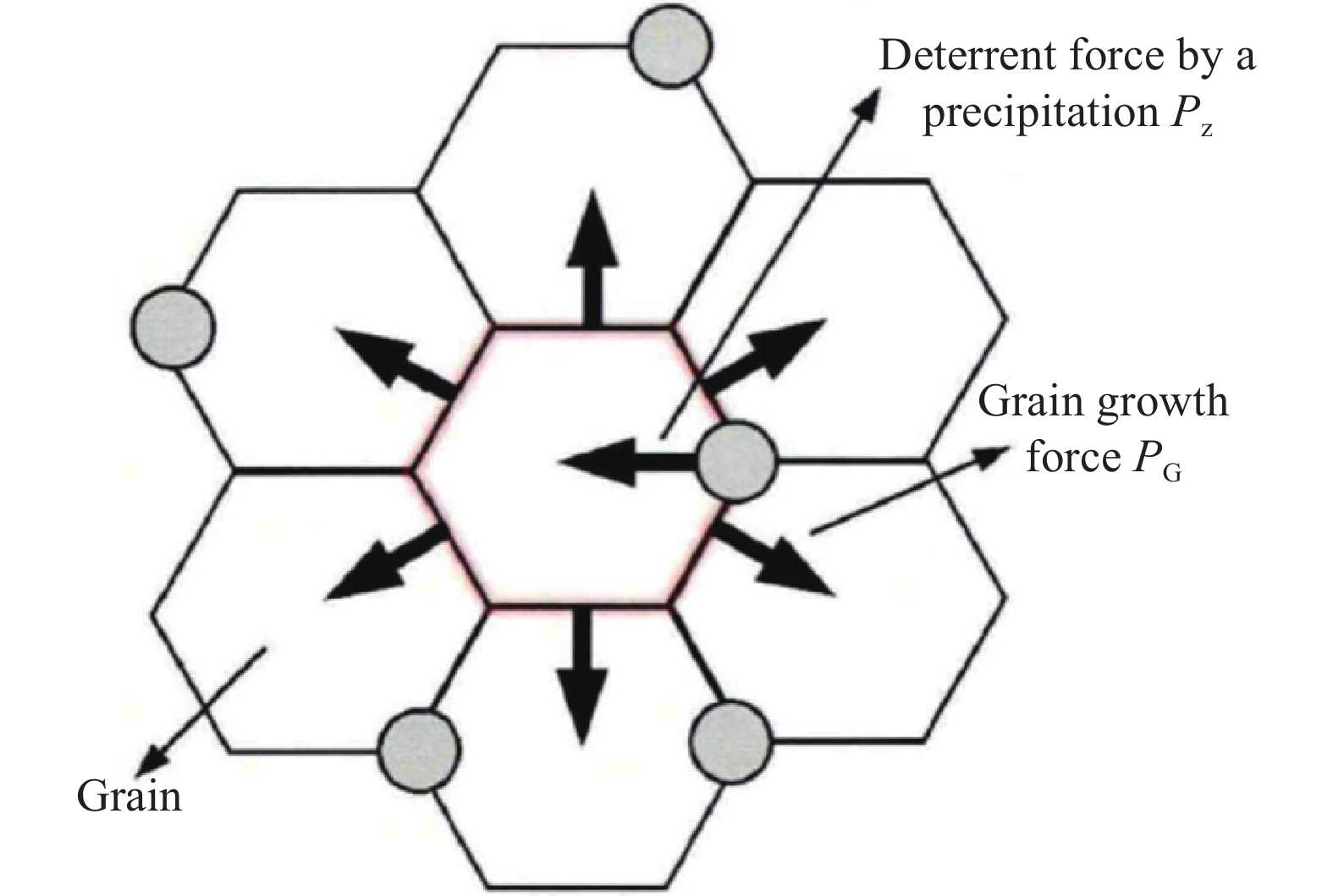
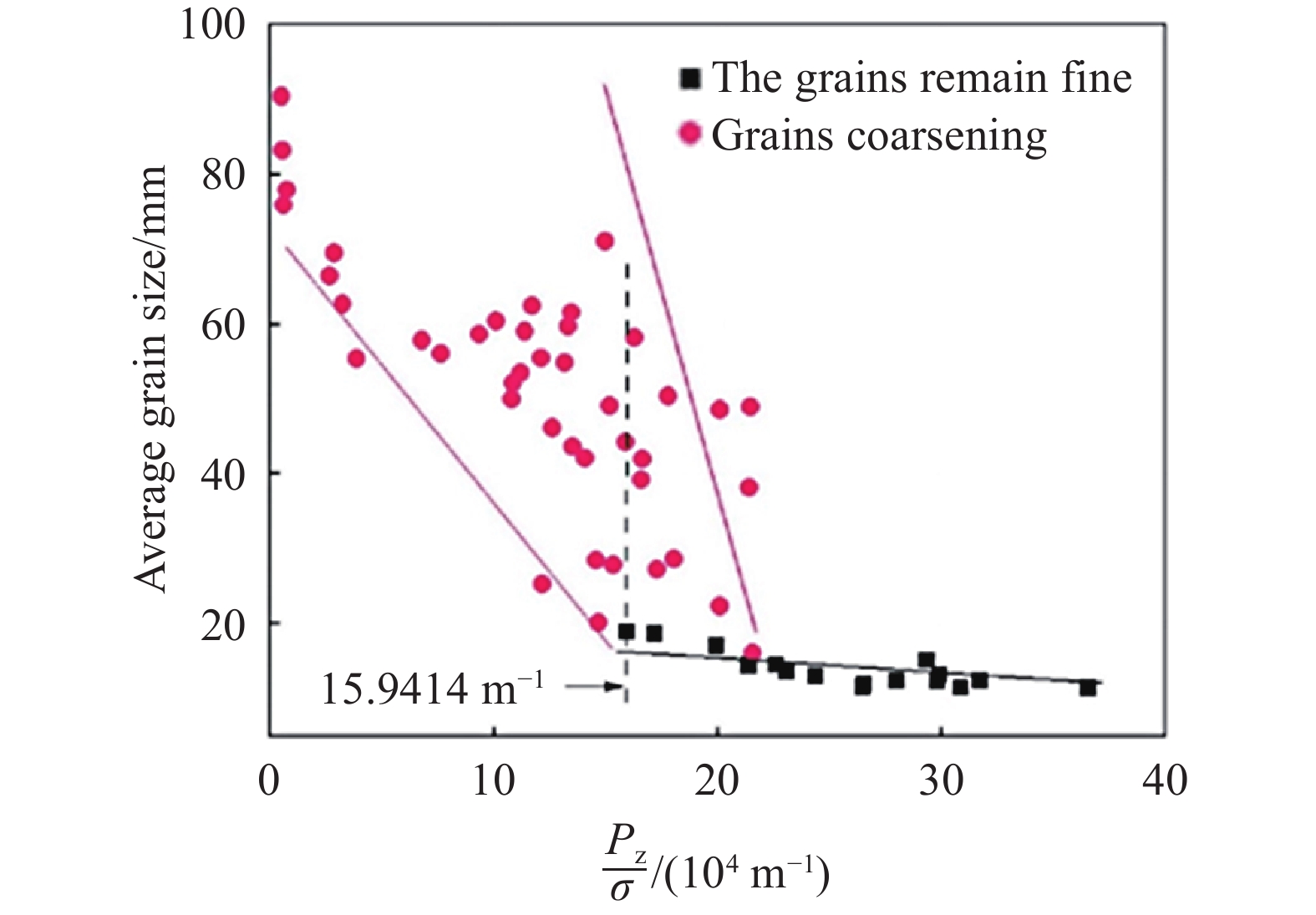
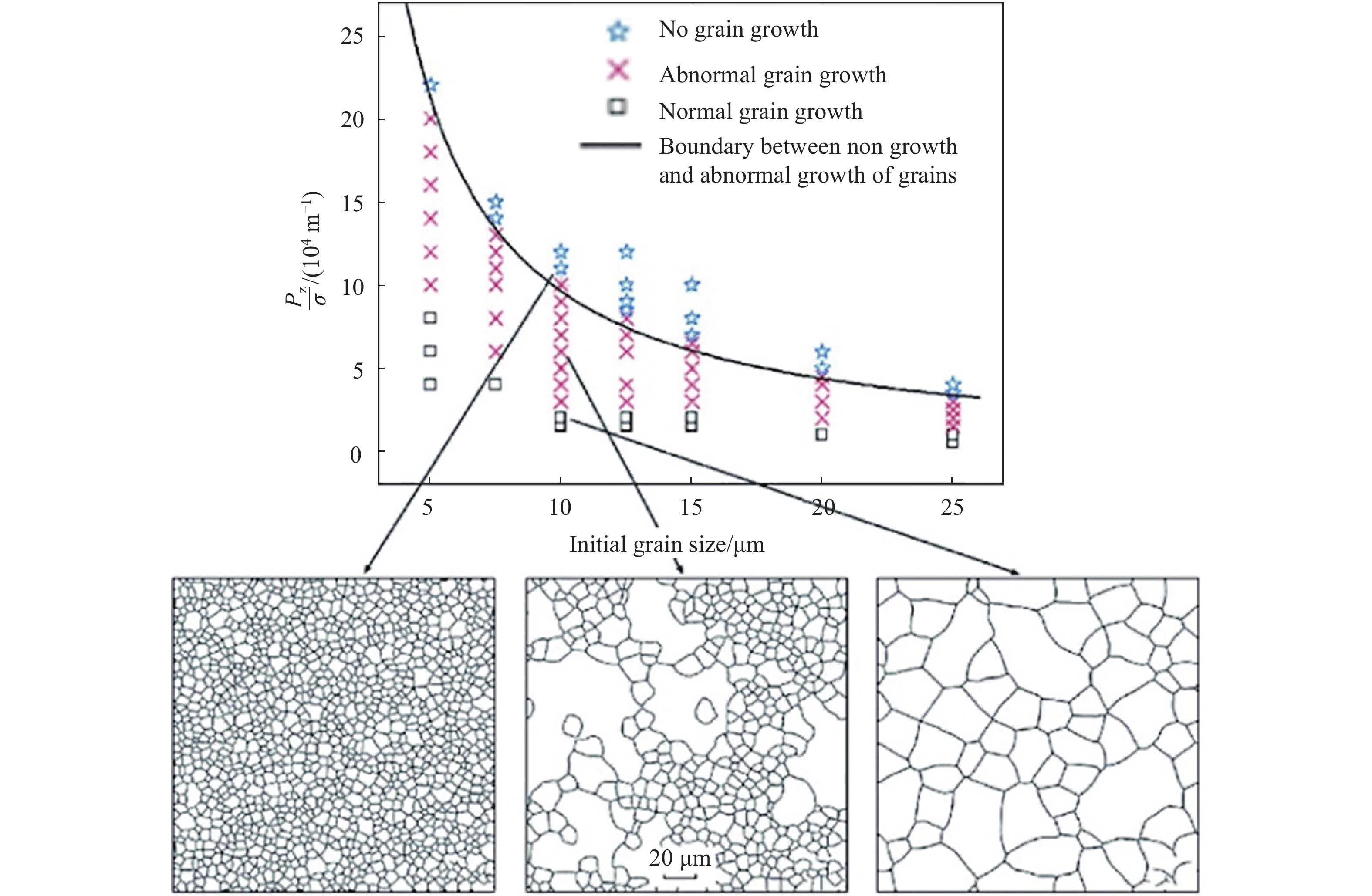
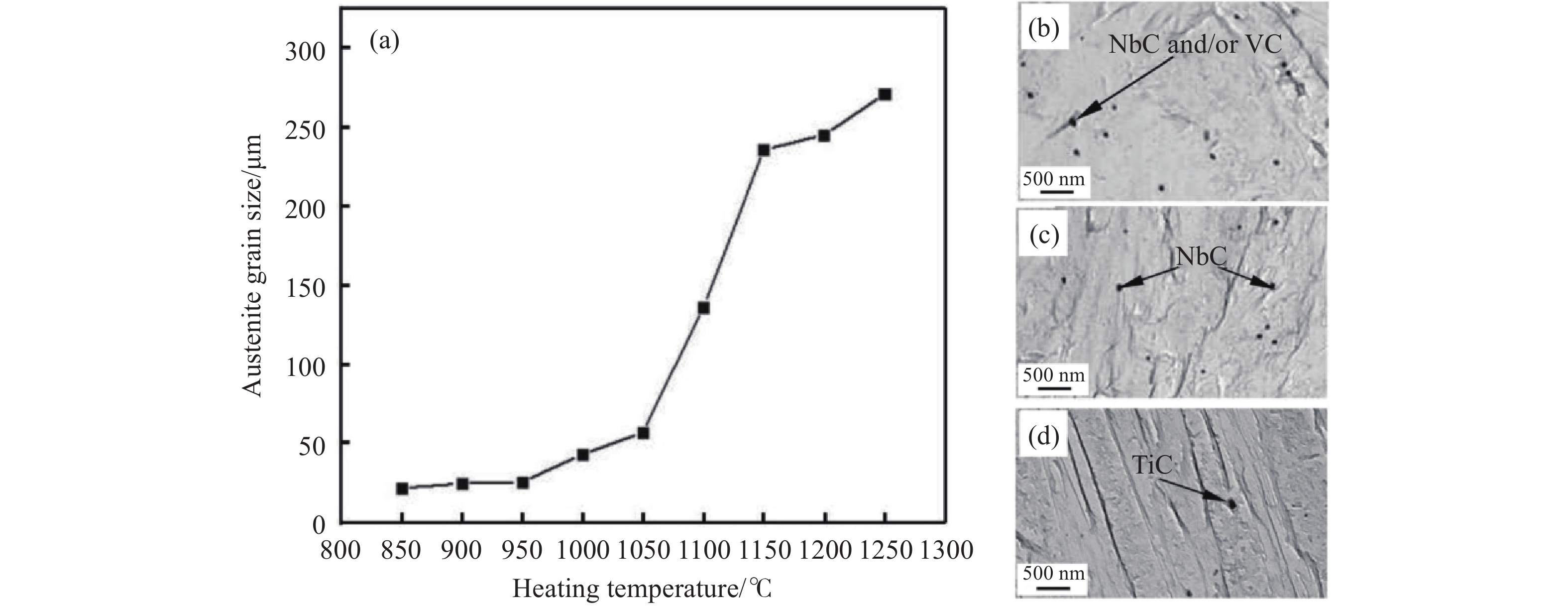
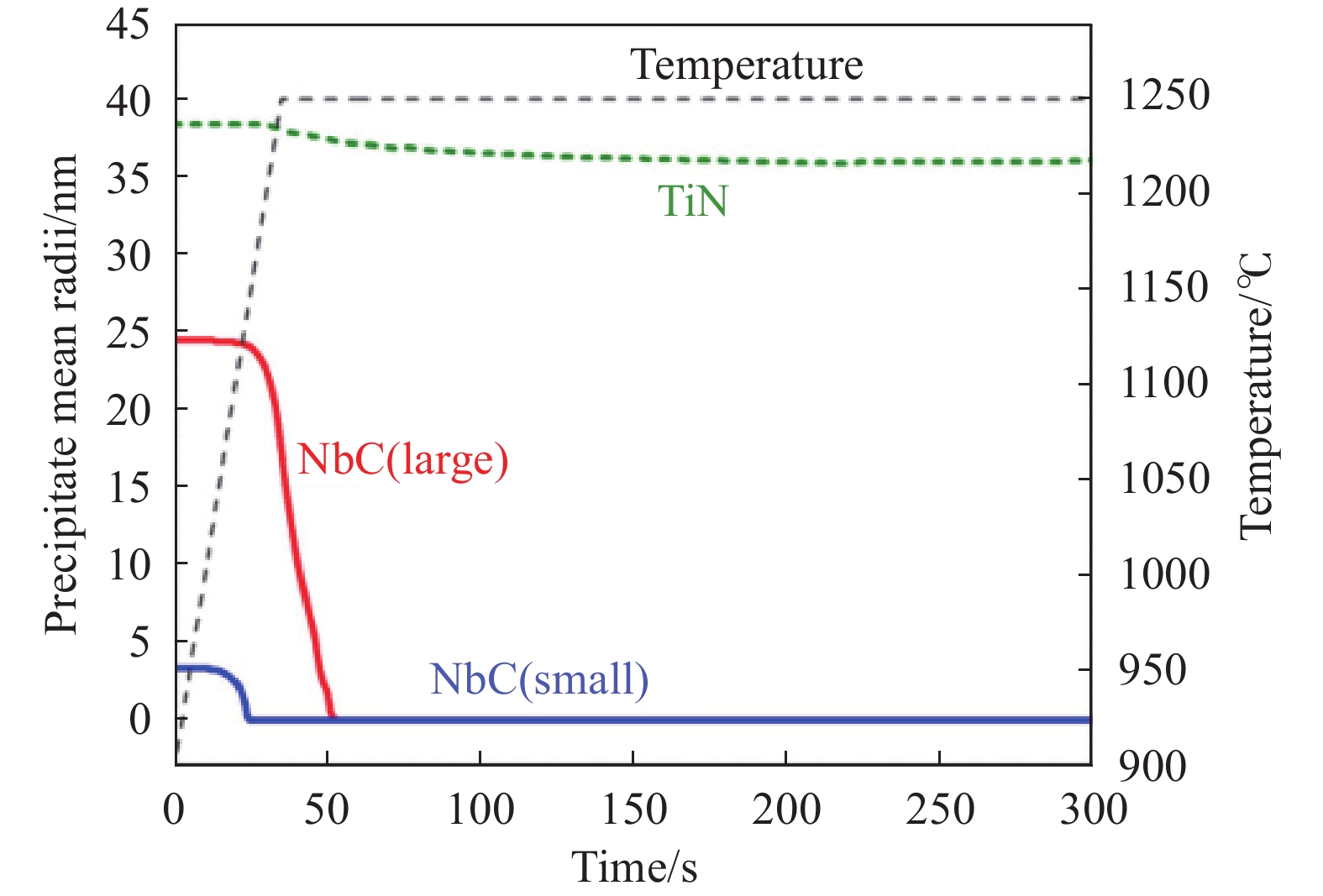
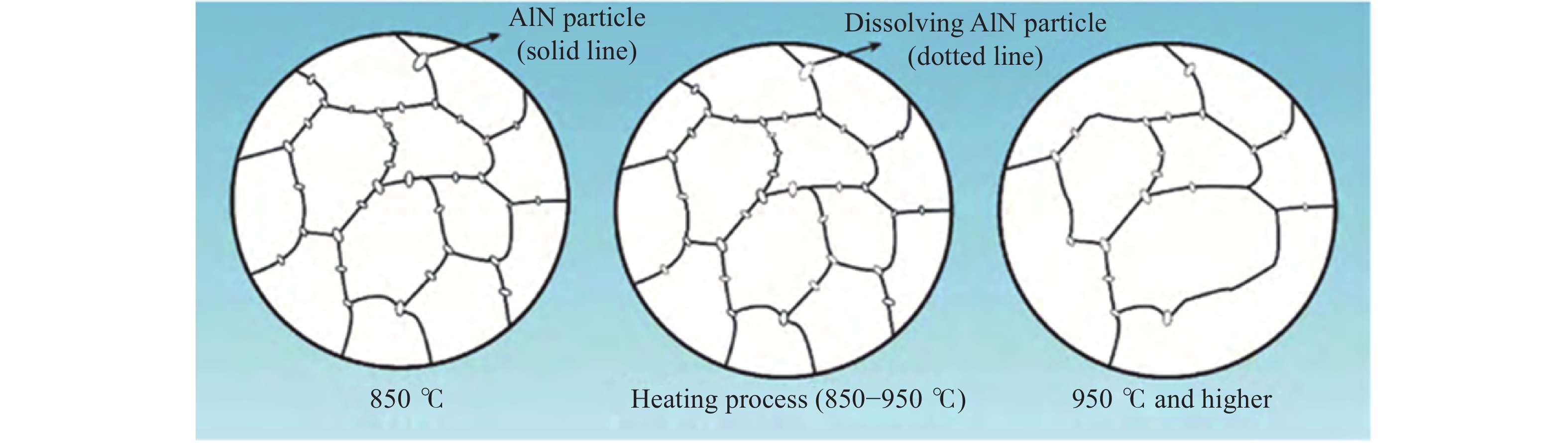
Abstract: With the implementation of the global two-carbon policy, energy saving and CO2 emission reduction have become important developmental goals of the automobile manufacturing industry. At present, the combination of high temperature for the automobile gear steel and short carburizing time is the most direct carbon reduction countermeasure for gear production enterprises. However, the problem of abnormally coarsened austenite grains often occurs in the high-temperature carburization of gear steel. With the increase in carburizing temperature, the degree of mixing crystals becomes serious. As a requirement of gear manufacturing enterprises, microalloying is carried out on the carburized gear steel. Upon the addition of microalloying elements, the second-phase particles are precipitated during heating, and the pinning effect is generated to prevent the movement of austenite grain boundaries, thus preventing the abnormal growth of austenite grains. Although the second-phase particles precipitate at the usual carburizing temperature, the partial solid solution of particles appears. In this work, the effects of the heating temperature and holding time on the austenite grain size of gear steel are studied to clarify the mechanisms of complex austenite grain growth and second-phase particle precipitation for the realization of fine austenite grain size after high-temperature carburization. The influence of the contents of microalloying elements (Nb, Al) on the pinning effect, precipitation position, and solution temperature of the second-phase particles (Nb (C, N)/AlN) are also discussed. Austenite grain growth models, critical sizes of austenite grain abnormal growth, and pinning force models of second-phase particles are summarized. The austenite grain growth model is based on the Beck equation, and the most common models are the modified Sellars and Arrhenius models. For the study of the inhibition effect on austenite grains, the pinning force model is used to study the critical size of austenite by modifying the dimensionless constant (A) of the Zener equation mainly through the pinning effect (Pz) produced by all particles on the grain boundary. After the experimental data are obtained, the trend of austenite growth can be predicted accurately by fitting the curve using the mathematical method. The precipitated second-phase particles are generally distributed along the grain boundary. Nb (C, N) particles have a higher solution temperature than AlN particles, so they are more stable at high temperatures. When the temperature exceeds the grain coarsening temperature, the precipitated particles become dissolved or coarsened. The mixed crystal structure generally starts to appear at about 1000 ℃, and adding the appropriate amount of microalloying elements can increase the coarsening temperature.
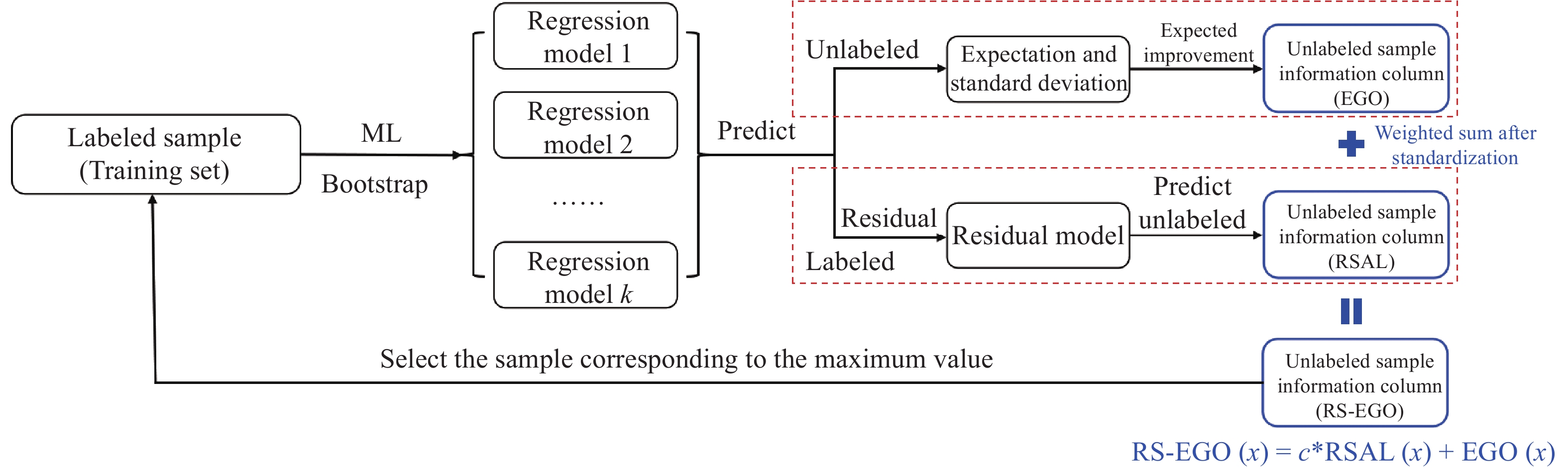
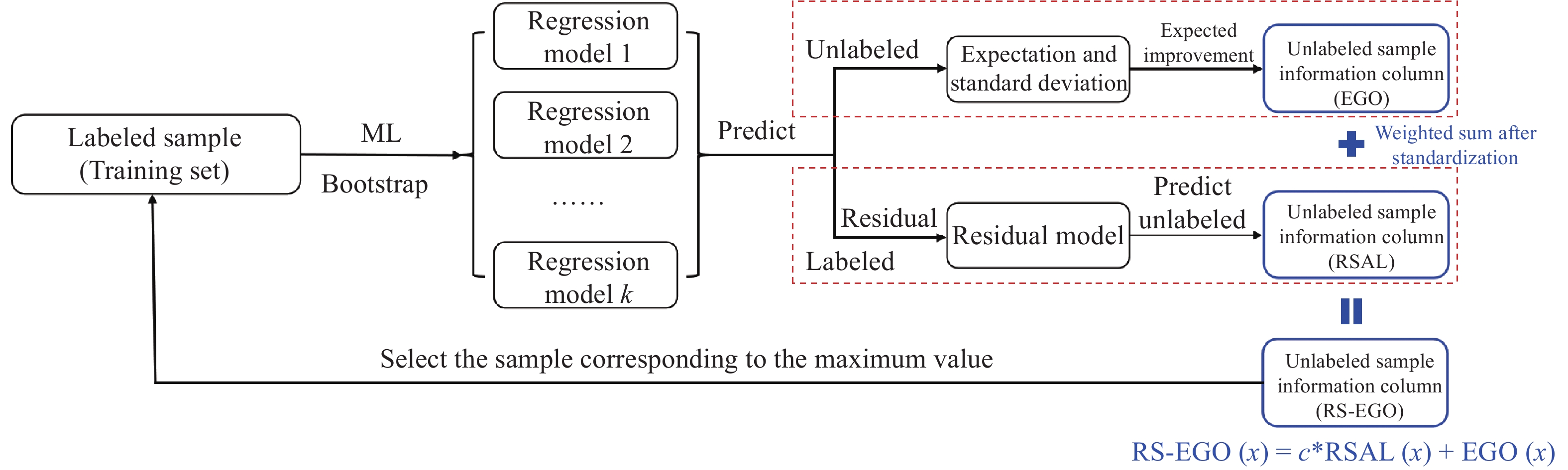
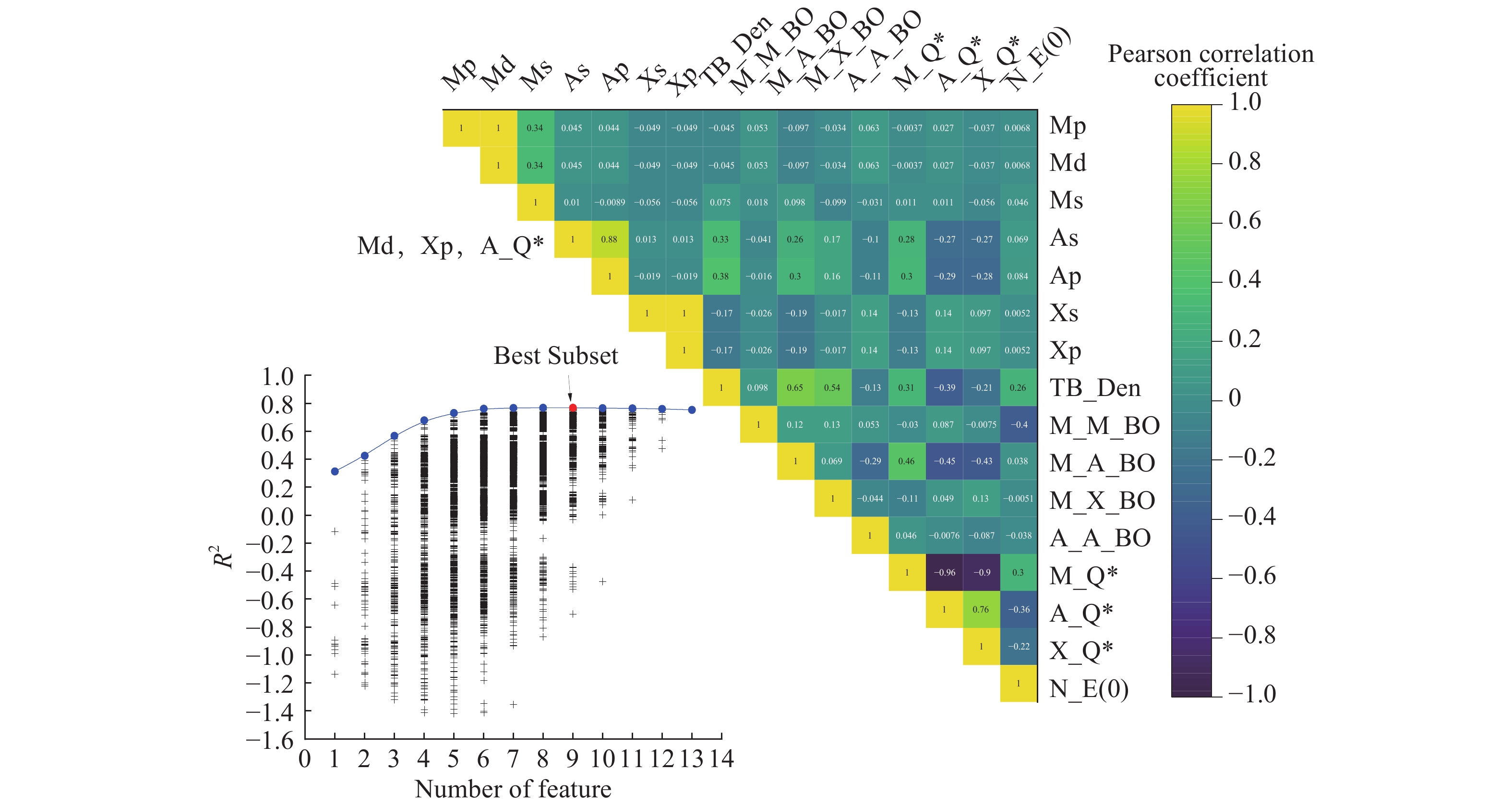
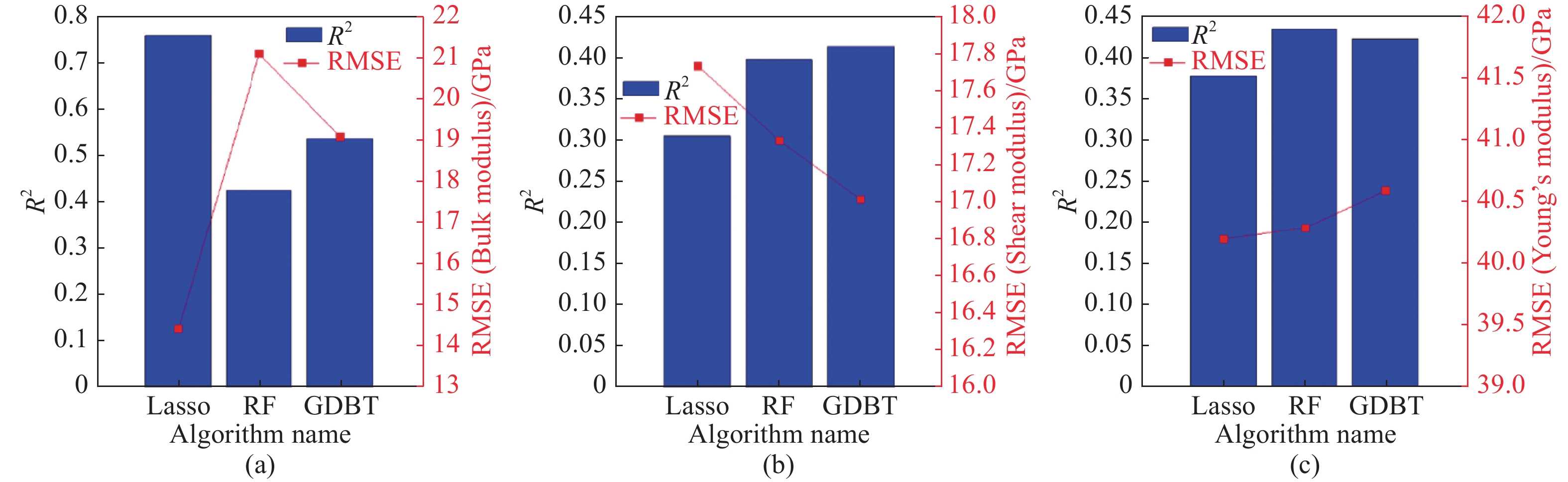
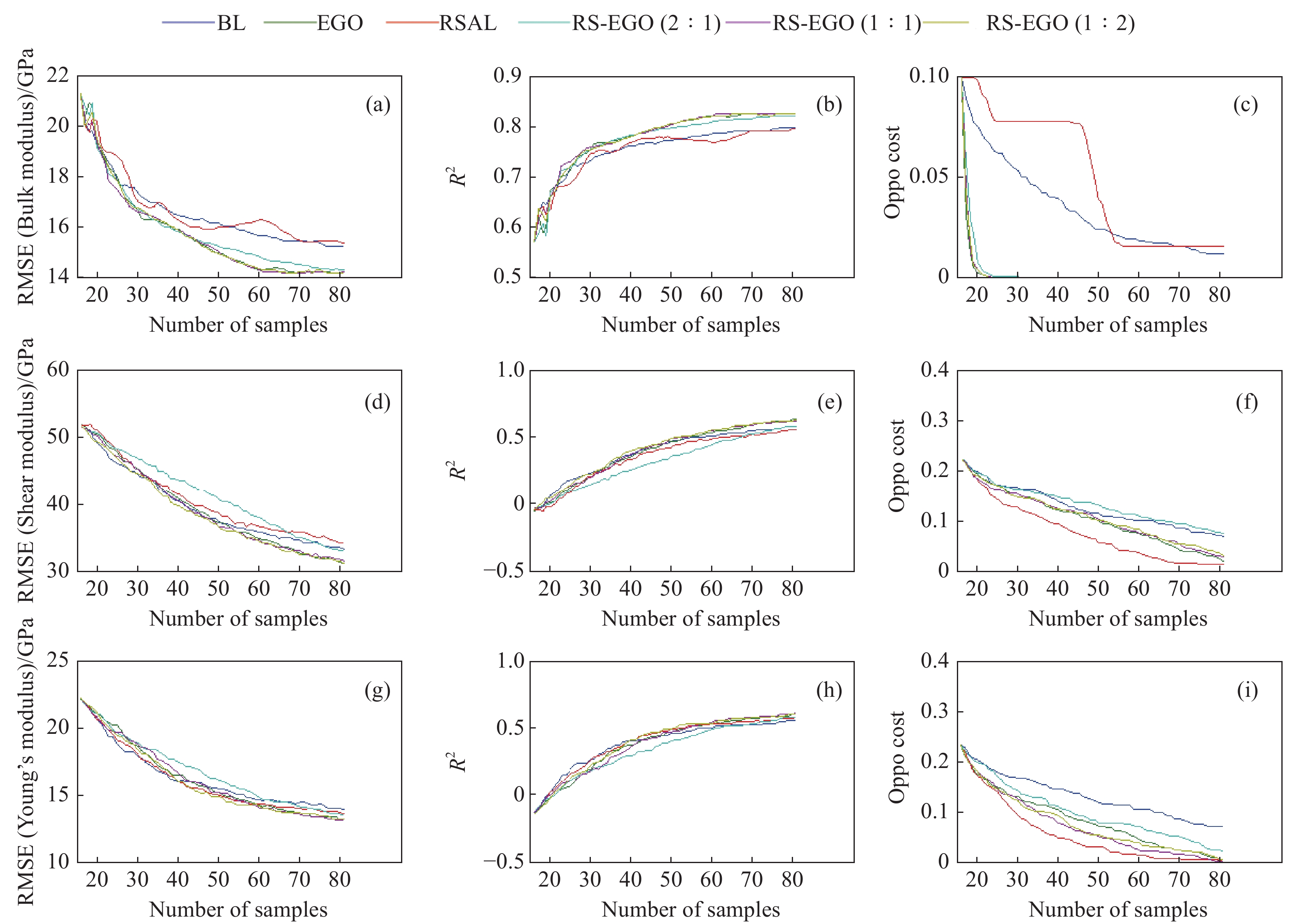
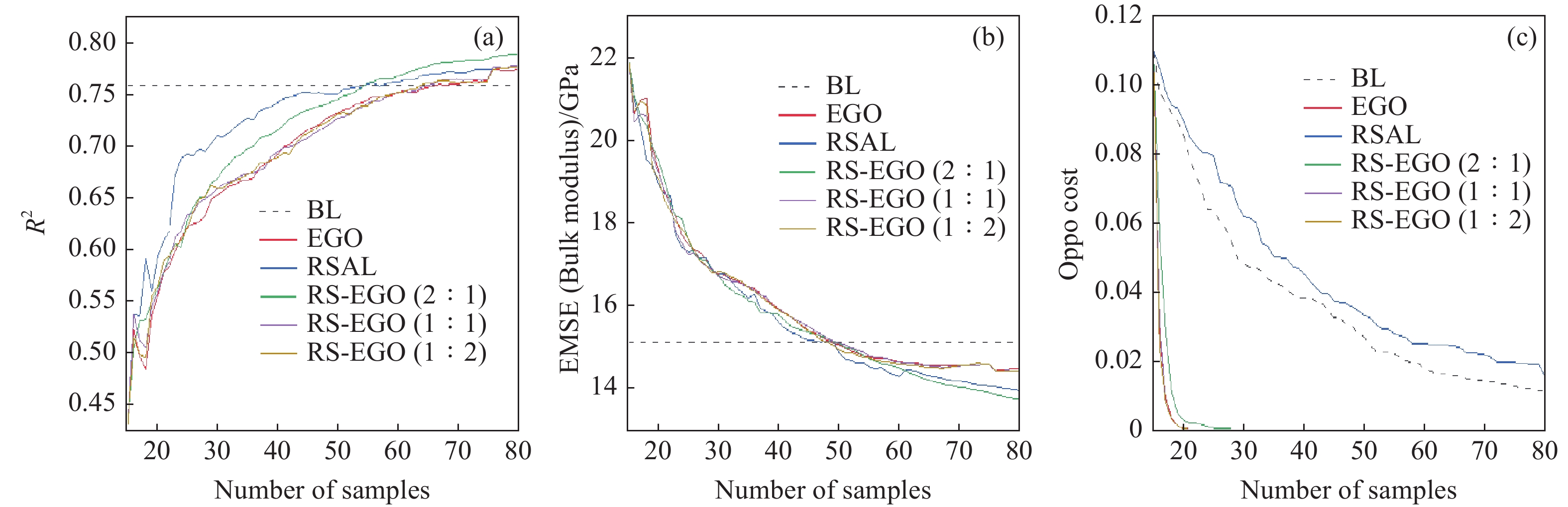
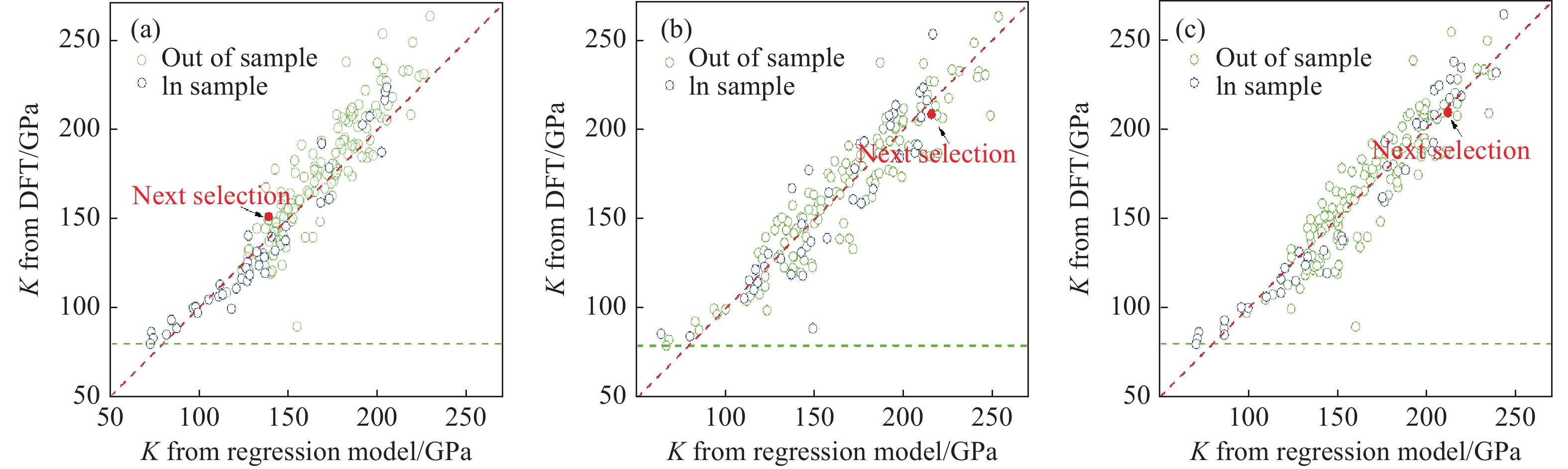
Abstract: In recent years, MAX phase crystals have emerged as a prominent area of global research due to their unique nanolayered crystal structure, which provides advantages such as self-lubrication, high tenacity, and electrical conductivity. M2AX phase crystals have properties associated with both ceramic and metal compounds, such as thermal shock resistance, high tenacity, electrical conductivity, and thermal conductivity. However, research on these materials is challenging due to the difficulty in preparing single-phase samples for such materials. Active learning is a machine learning method that uses a small number of labeled samples to achieve high prediction performance. This paper proposes an improved active learning selection strategy, called RS-EGO, based on the combination of efficient global optimization and residual active learning regression according to their characteristics after analyzing the sampling strategies of active learning and efficient global optimization algorithms. The proposed strategy is applied to predict and determine the optimal values of the bulk modulus, Young’s modulus, and shear modulus based on a dataset of 169 M2AX phase crystals. This analysis is conducted using computational simulations to explore the material properties, reducing the need for ineffective validation experiments. The results showed that RS-EGO has good prediction ability and can rapidly find the optimal value. Its comprehensive performance is not only better than the two original selection strategies but is also more suitable for material property prediction problems with limited sample data. The choice of various parameter combinations can influence the direction of optimization of this improved algorithm. RS-EGO was applied to two publicly available datasets (one with a sample size of 103 and the other with a sample size of 1836), and both analyses achieved smaller root mean square errors, smaller opportunity costs, and larger decidable coefficient values, which demonstrates the effectiveness of the algorithm for both small and large sample datasets. A range of parameter combinations broader than previous experiments is explored, with experiments designed to explore the regularity of the contribution of different parameters to different optimization directions of the model. The results show that larger parameter values cause the algorithm to behave more like the efficient global optimization algorithm with a better ability to find the optimal value. Conversely, the closer the model is to the residual active learning regression algorithm with a better accuracy prediction performance, the better will be its prediction performance. Thus, the focus of the two capabilities can be adjusted by choosing the combination of parameters appropriately.
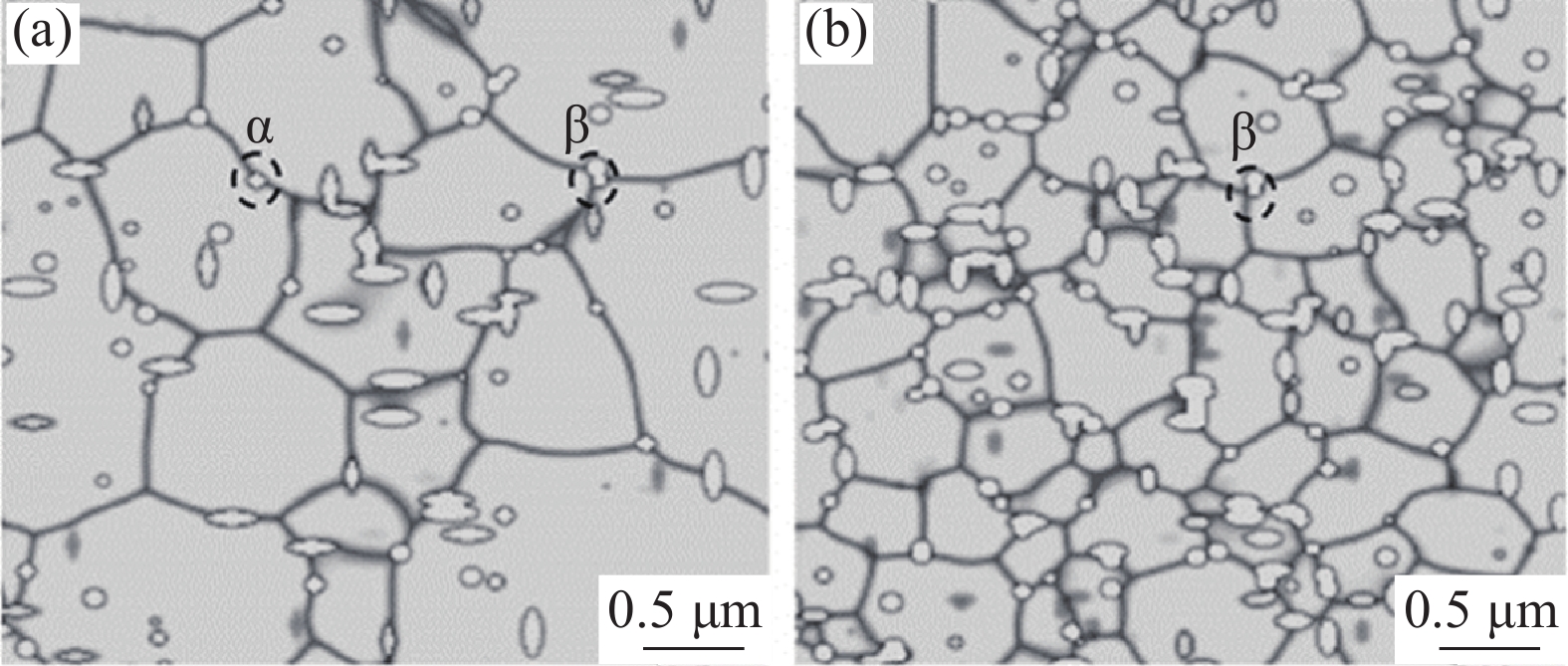
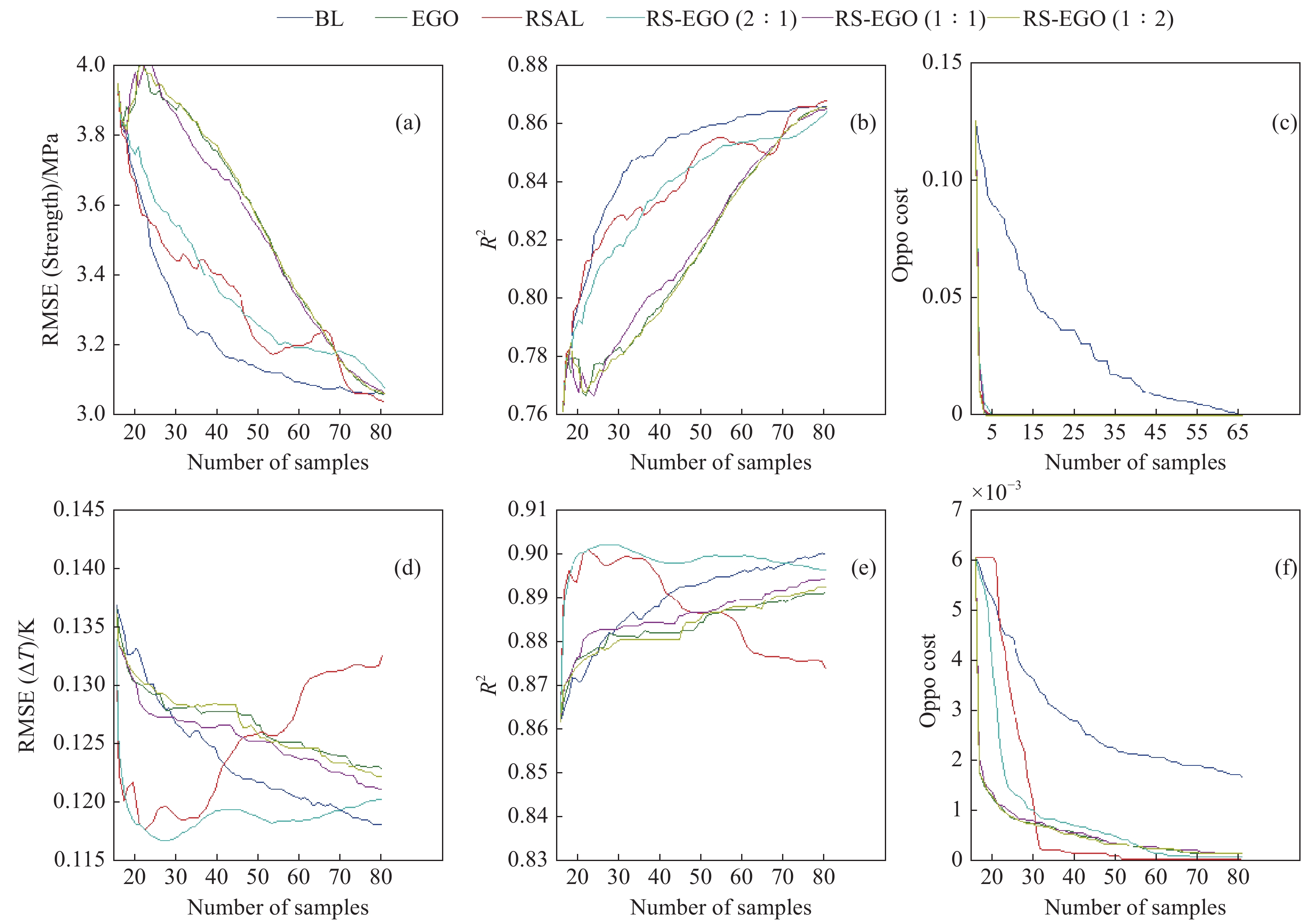
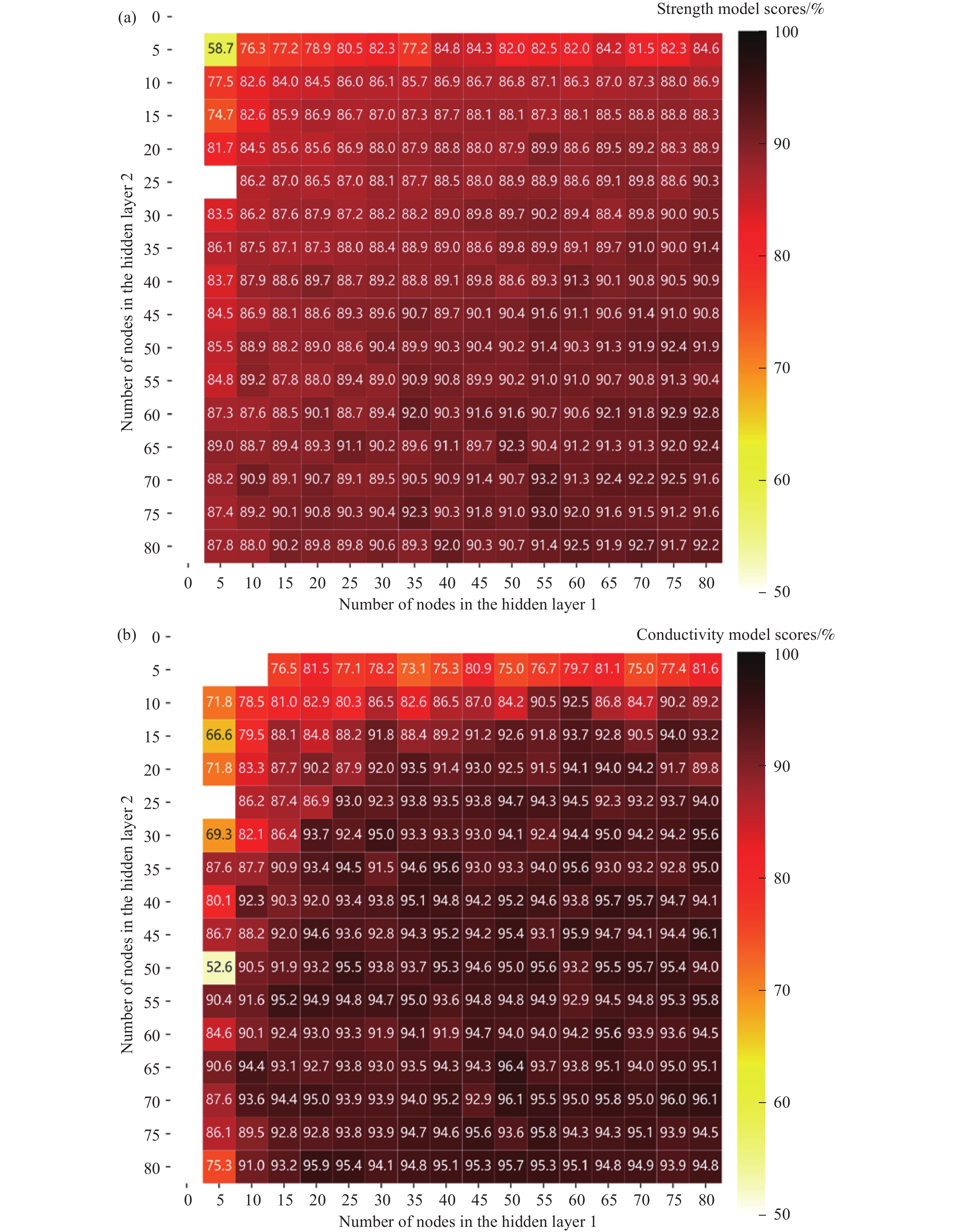
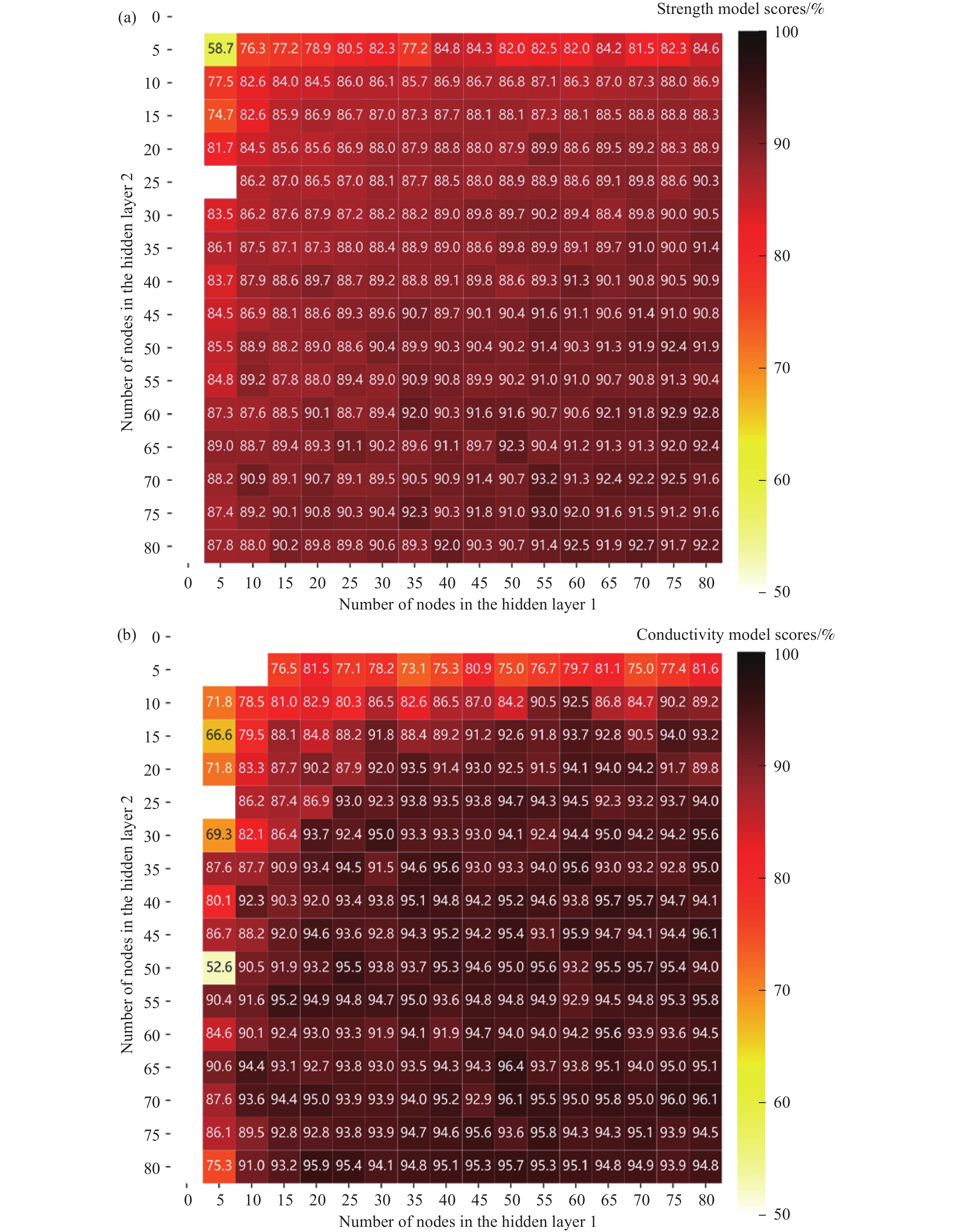
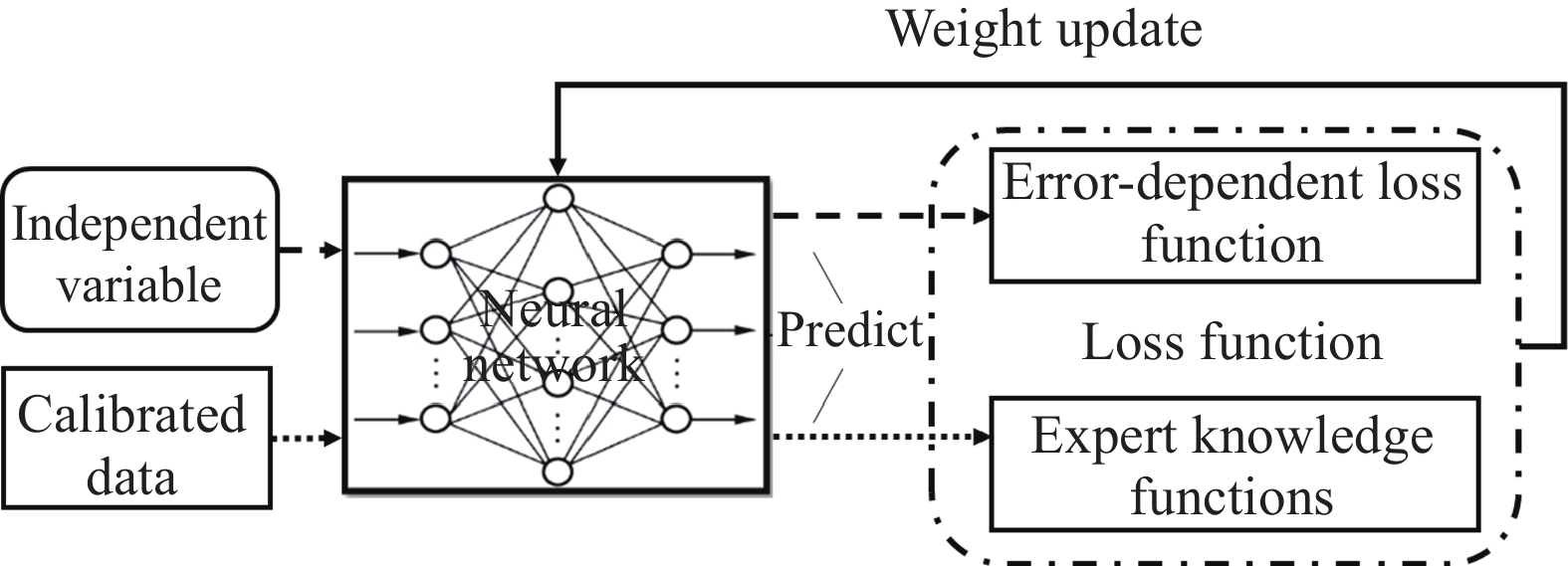
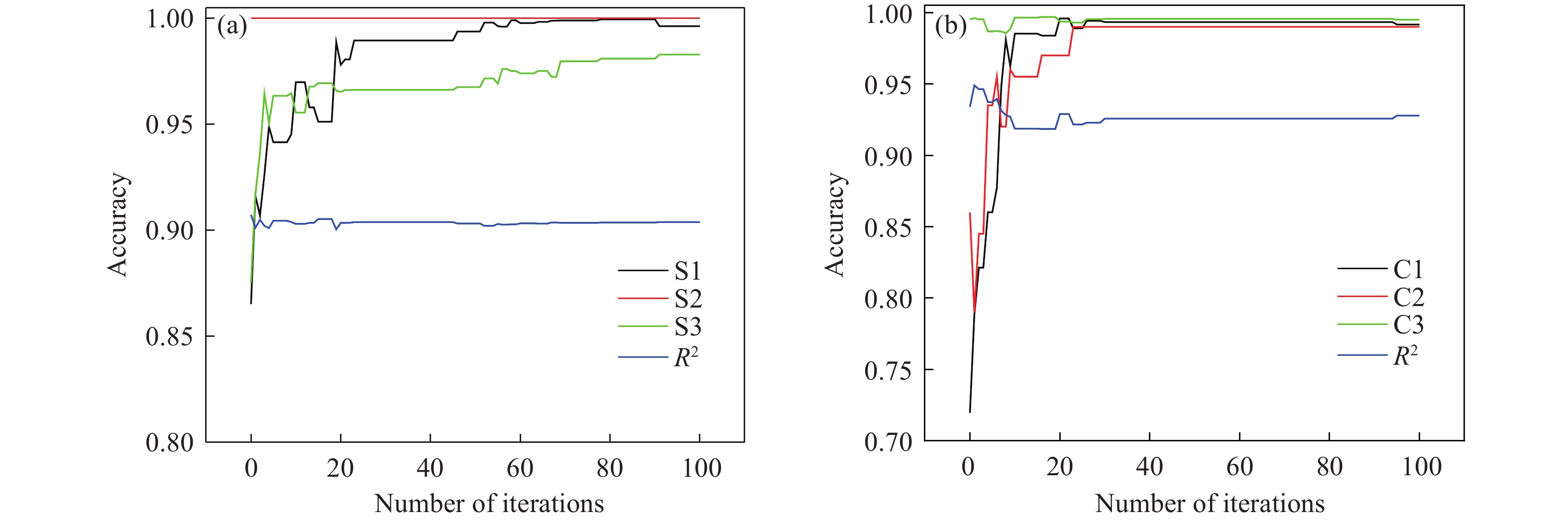
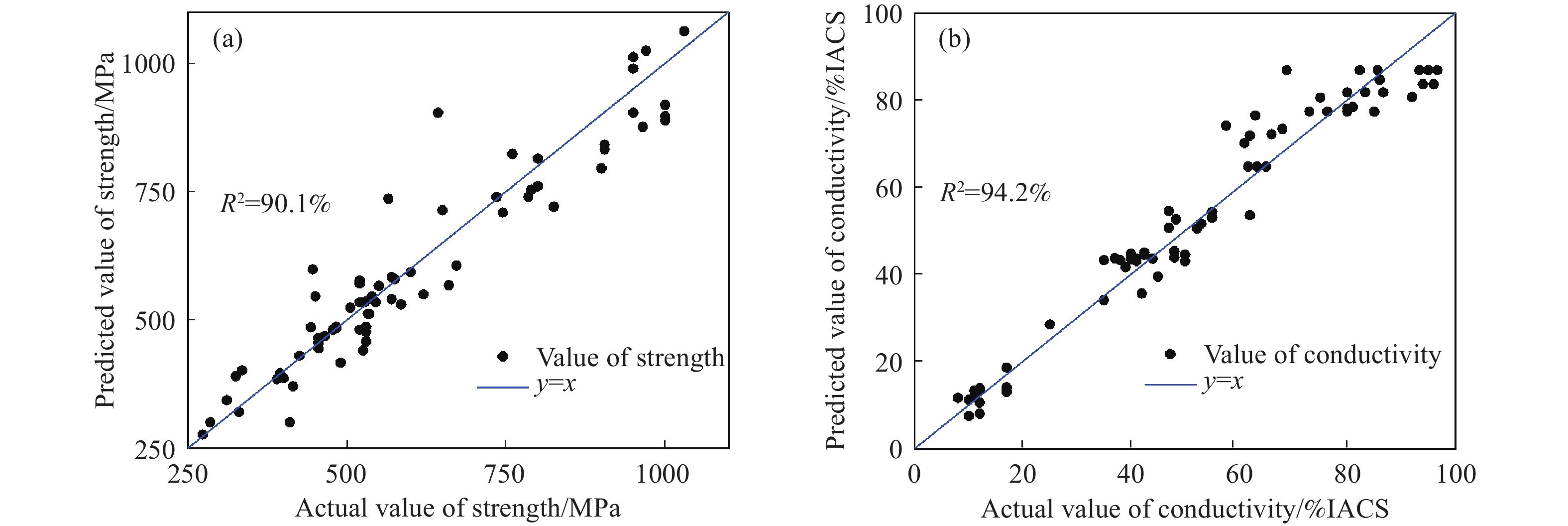
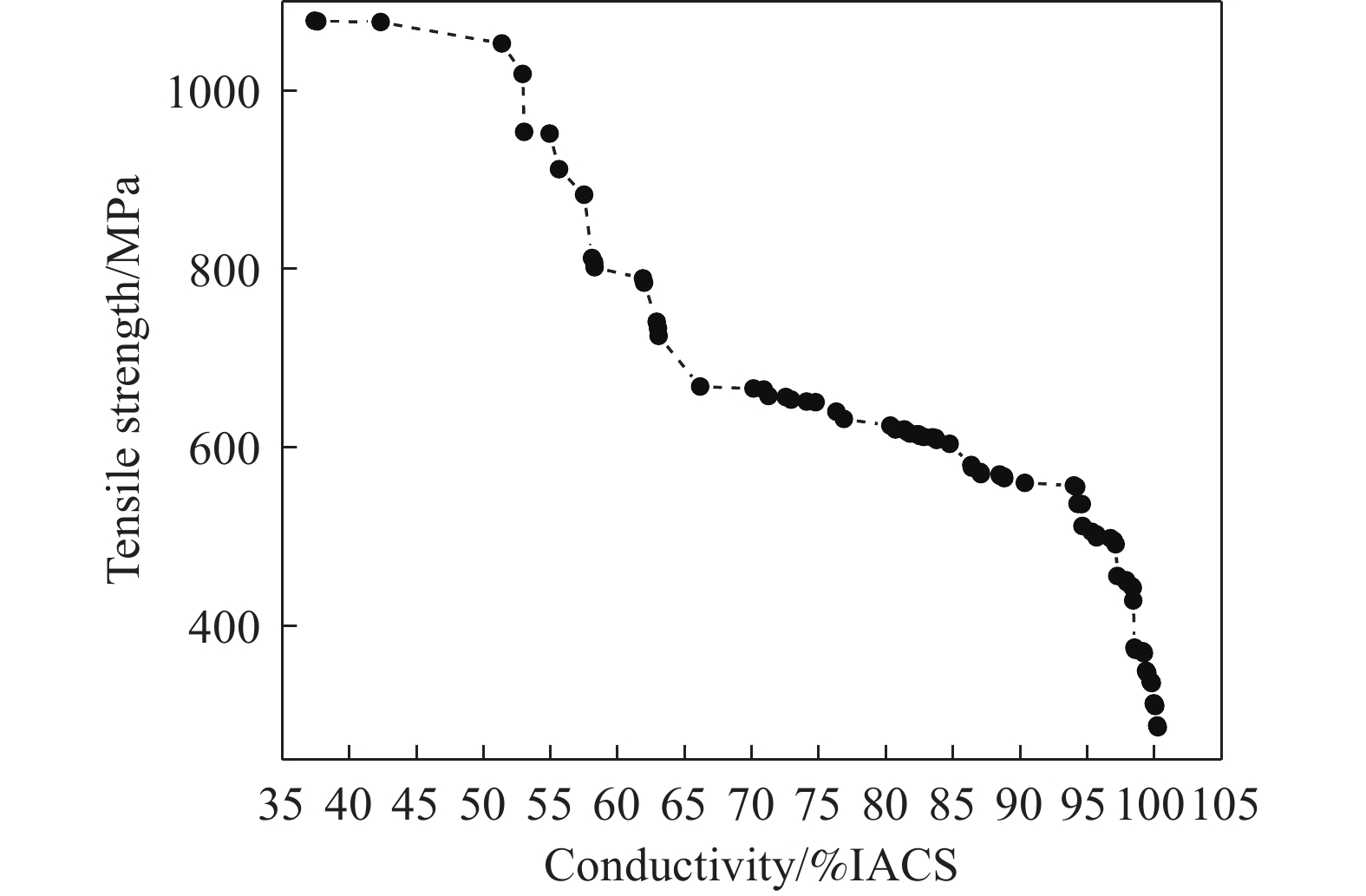
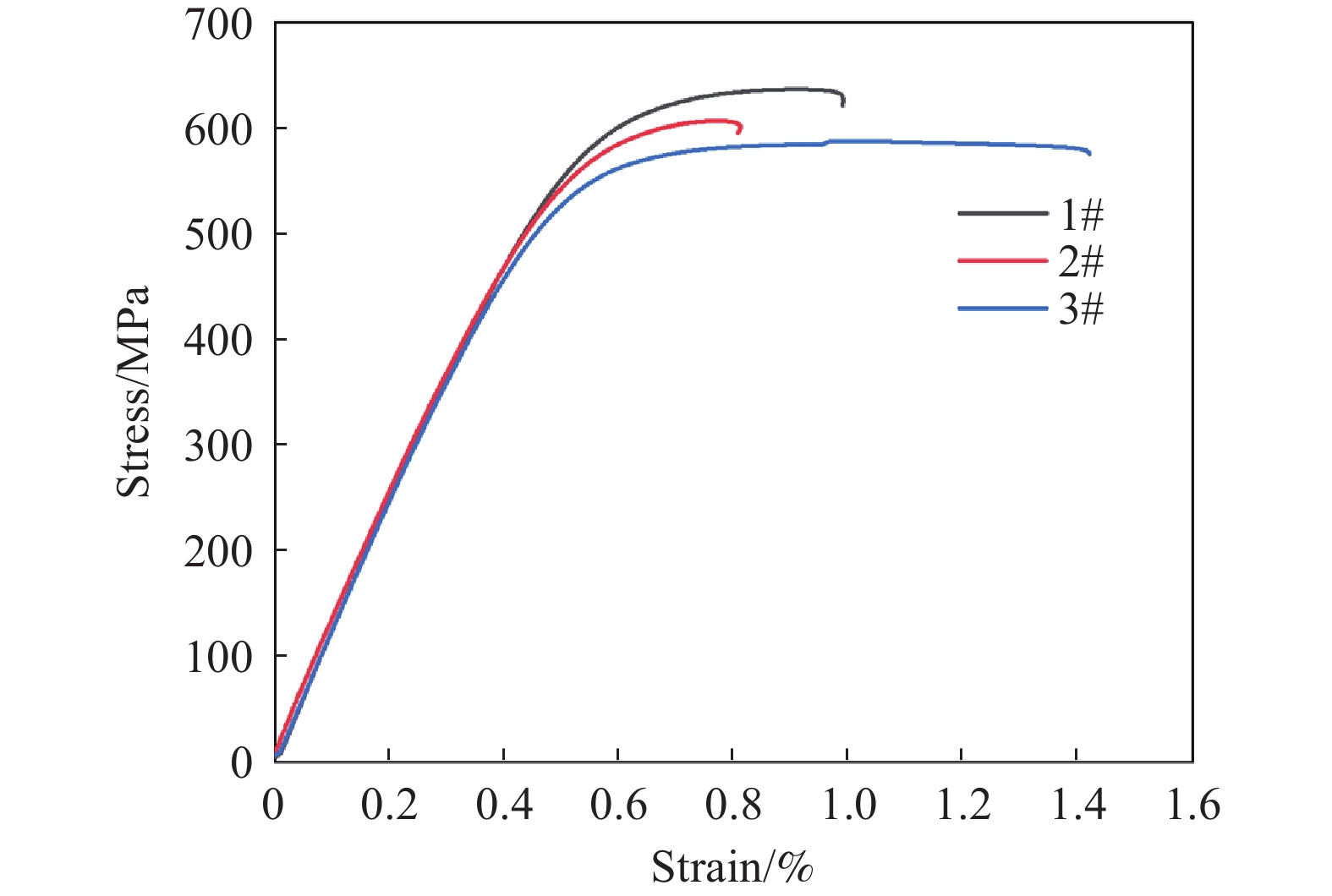
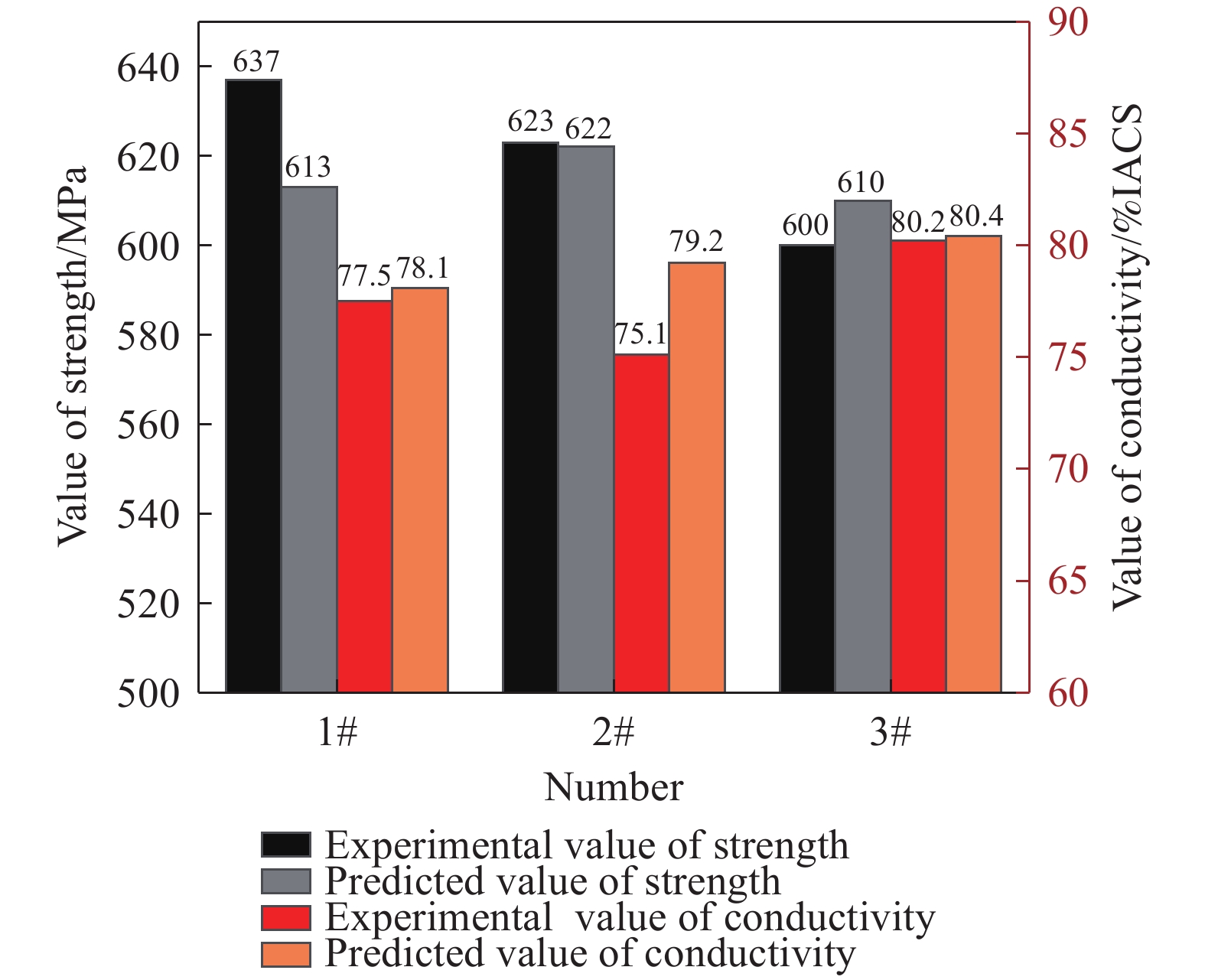
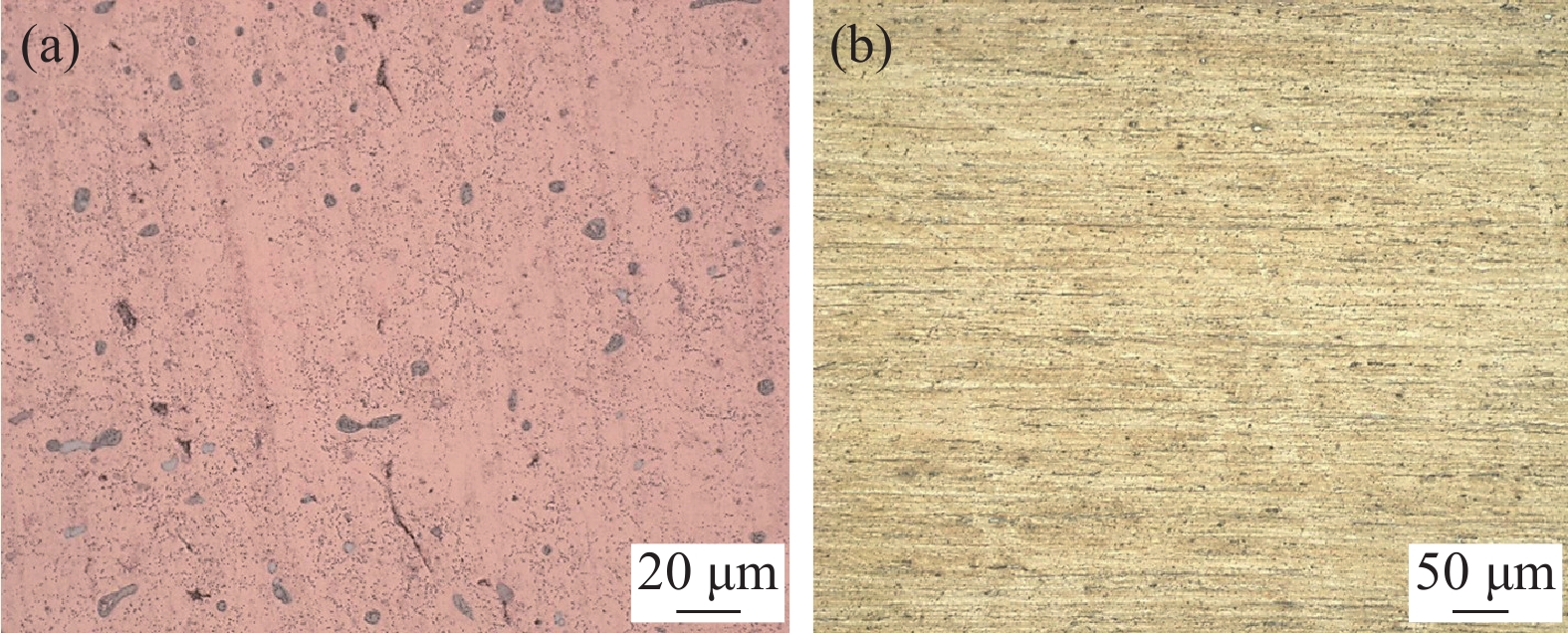
Abstract: Investigation into material data is frequently limited by small sample sizes, high noise levels, complex associations, high dimensionality, and the need for expert knowledge. To improve the effectiveness of machine learning modeling, incorporating expert knowledge is necessary. In this study, we assembled a dataset including 410 data points containing composition, condition, and property data, in which the state symbols of the copper alloy were recoded using the one-hot encoding method. Because of the substantial capacity of neural network algorithms for powerful nonlinear fitting, we employed these algorithms for modeling. The network structures of the strength and conductivity models were optimized to 21–55–70–1 and 21–50–65–1, respectively. After optimizing the network structure, expert knowledge was integrated into the neural network loss function. This approach quantitatively describes the strength of the monotonic relations between the status factors of components and performance by calculating the rank correlation coefficient between the independent and dependent variables. During model training, the rank correlation coefficient was incorporated into the neural network loss function to assess the similarity between the model output and expert knowledge in real-time. For instance, the relation in which strength increases with the hardening level was quantitatively expressed with a Spearman score, and these Spearman scores were added to the loss function. A machine learning model augmented by expert knowledge was trained using genetic algorithm-based optimization of network weights. After updating each network weight, orthogonal data were generated to evaluate the consistency between output data and expert knowledge. The Spearman correlation coefficients between the model input–output data and expert knowledge exceeded 0.98, and the R2 scores of the strength and conductivity models achieved on the test set were >0.90. Multiobjective optimization based on composition, condition, strength, and conductivity models was conducted using a genetic algorithm, and Pareto-optimal solutions were obtained and experimentally validated after 100 generations of iteration. Three sets of components were selected from the Pareto-optimal solutions and were empirically tested for validation. The results showed that the tensile strength had reached 637 MPa, while conductivity was maintained at 77.5% IACS (International annealing copper standard), and when the conductivity was 80.2% IACS, the tensile strength was 600 MPa. The relative errors between the experimental and predicted values were <5%. Microstructure images of three experimental sample sets demonstrated that coarse second phases were present in the as-cast structure; however, these structures were dissolved and redistributed after the solid solution, cold deformation, and aging processes. The precipitated particles distributed along the grain boundary had low strength and conductivity. Our analysis revealed that the Mg and Ti elements were detrimental to the increase in strength, while Fe and Sn effectively increased strength. Additionally, Fe had a lower impact on conductivity than Sn. The results of this study demonstrate that the three optimized components identified can satisfy the performance requirements of interconnected frameworks in ultralarge-scale integrated circuits.
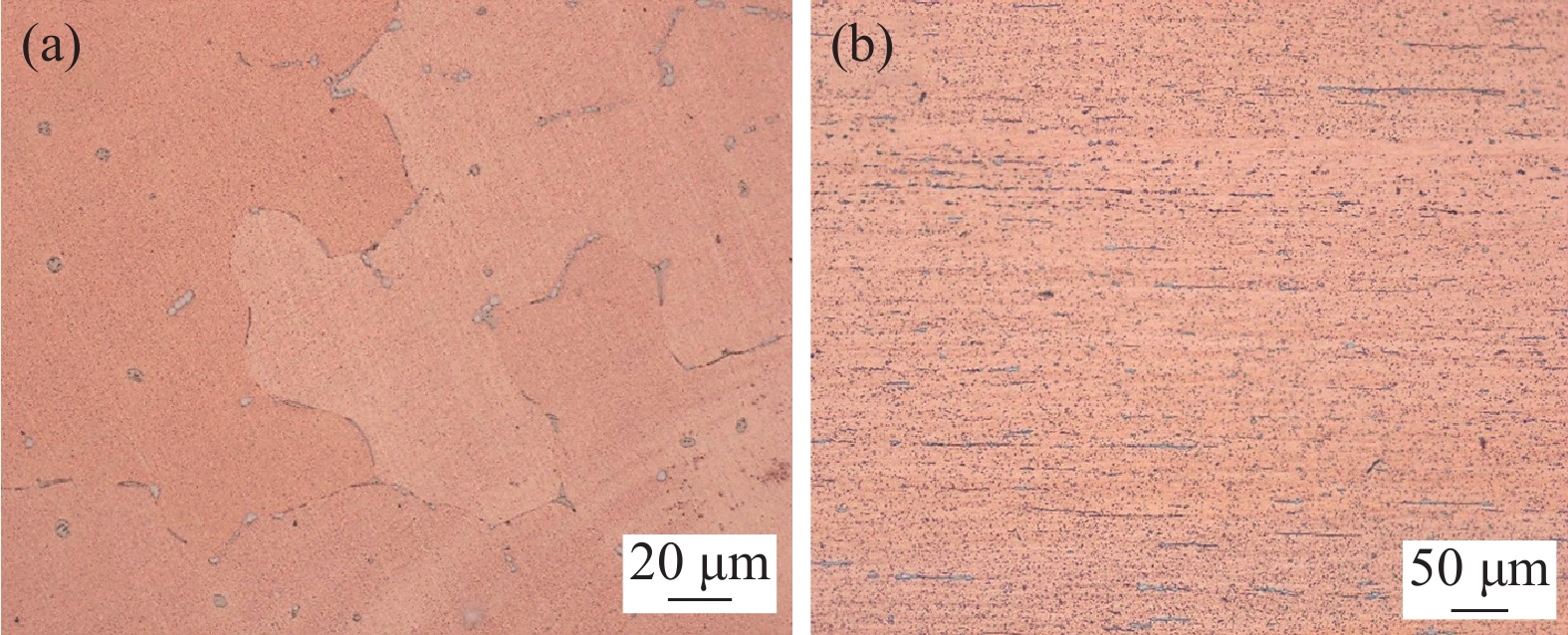
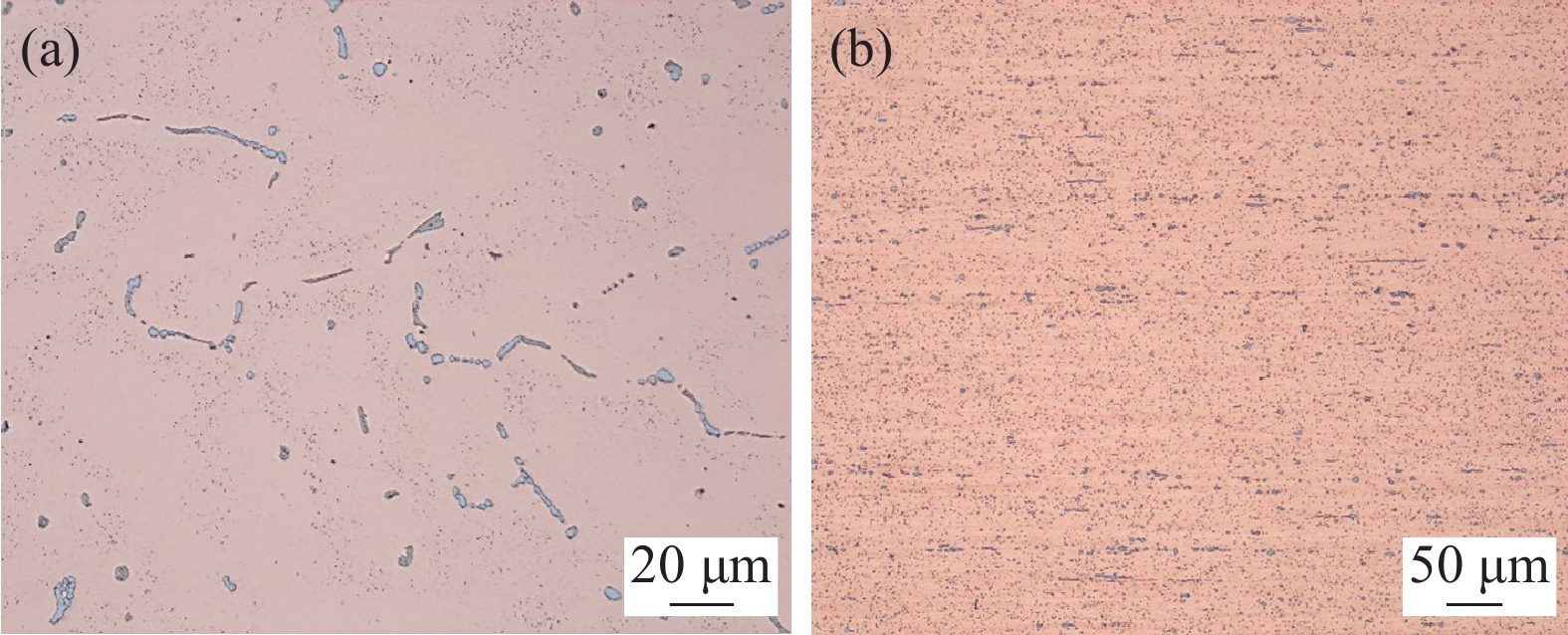
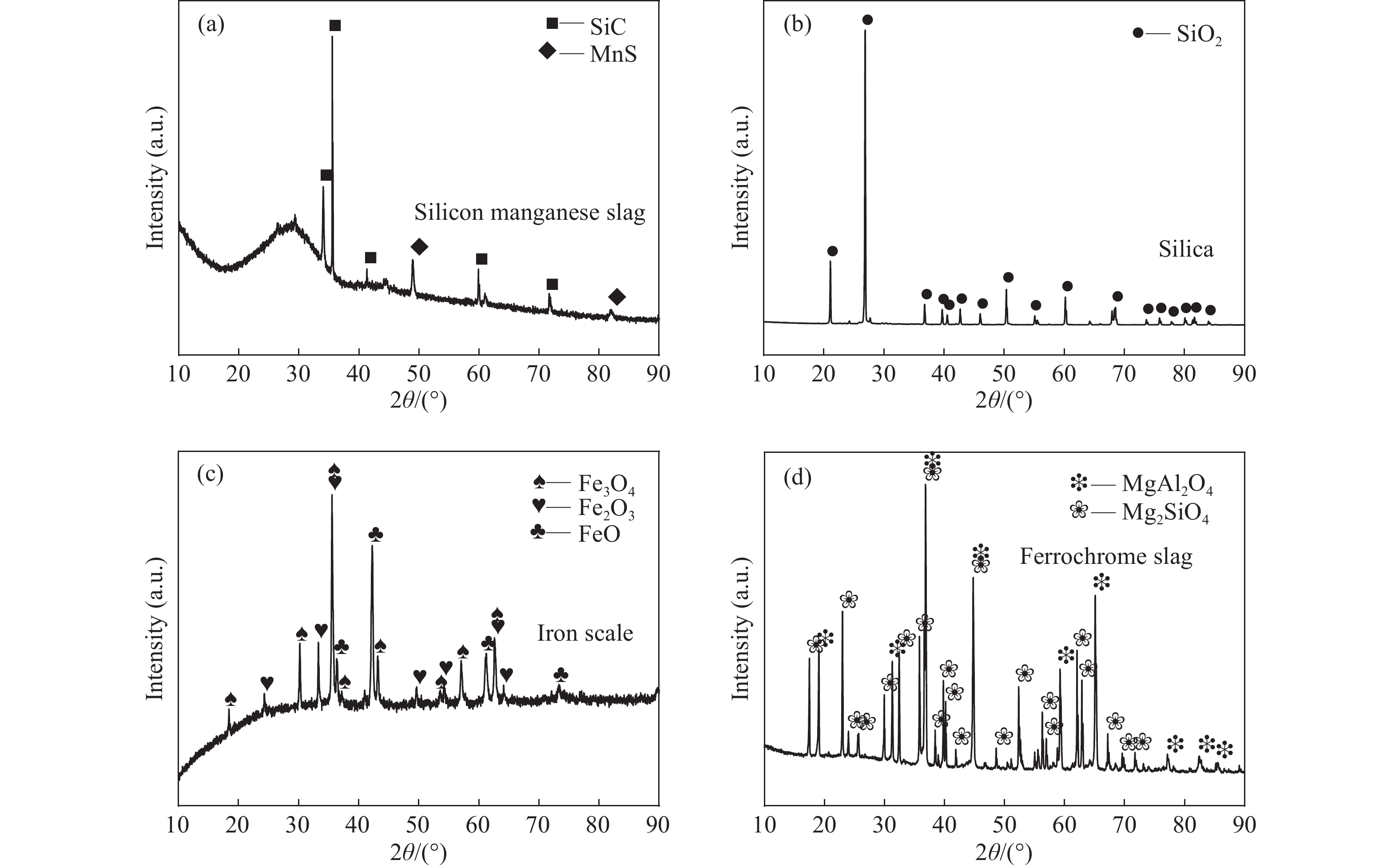
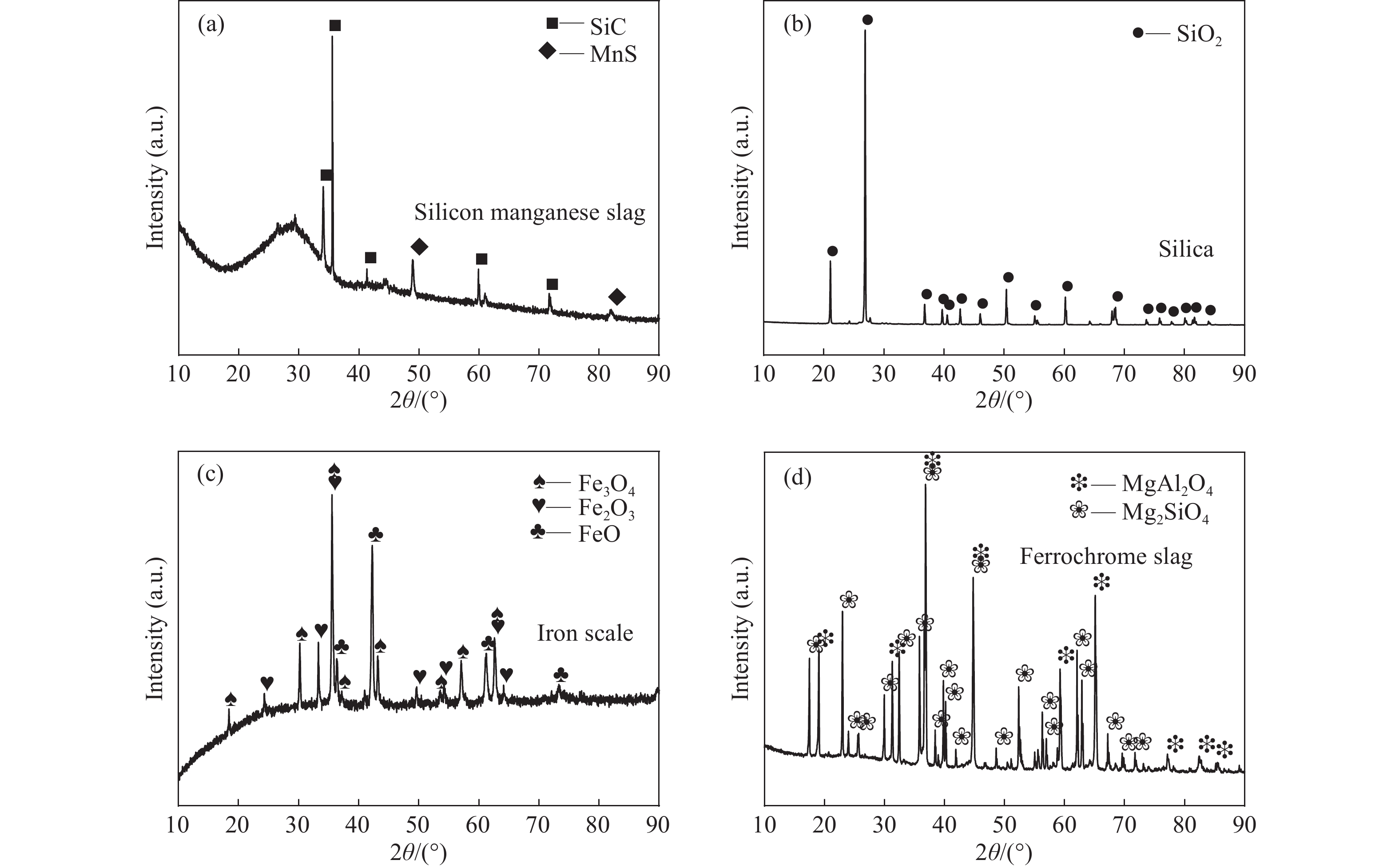
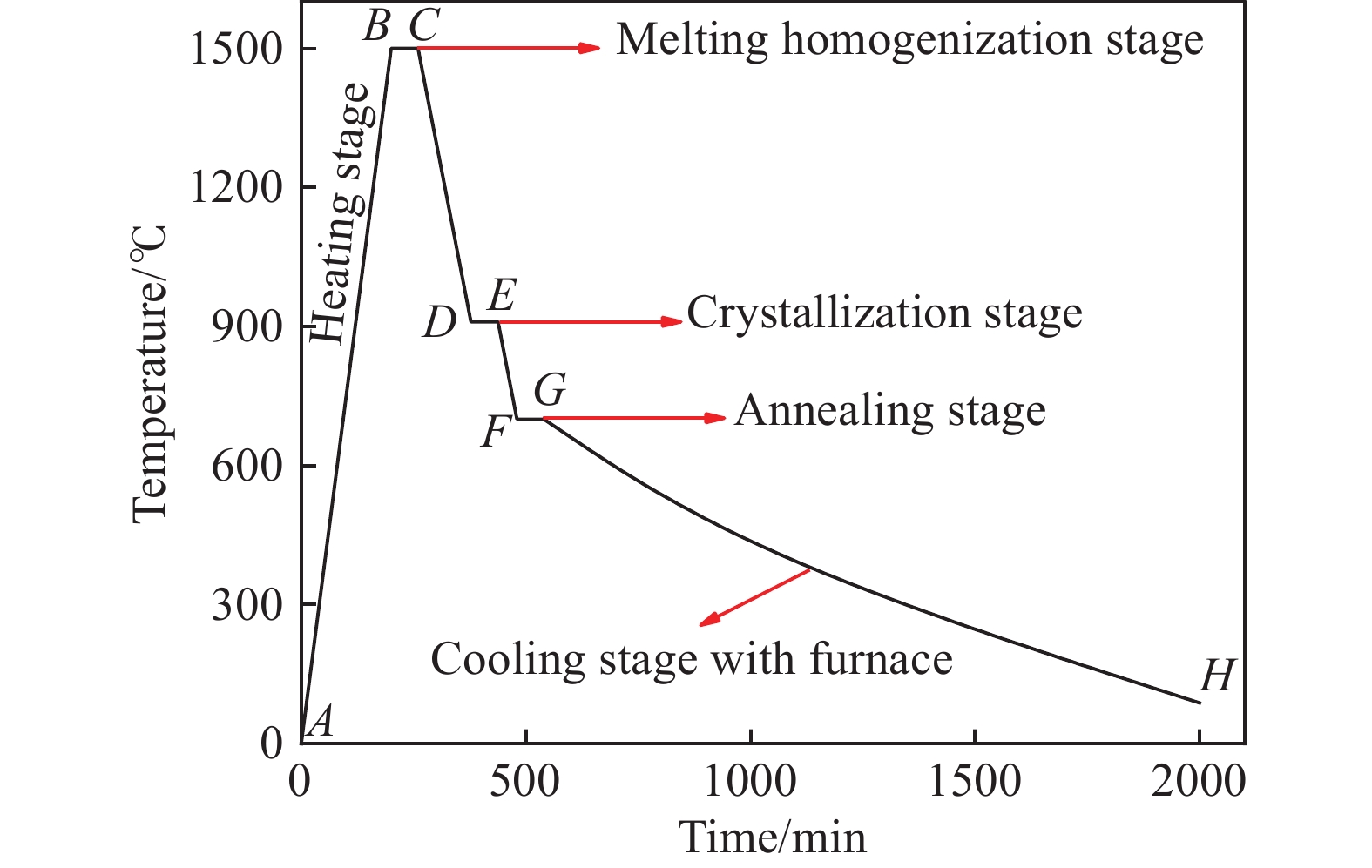
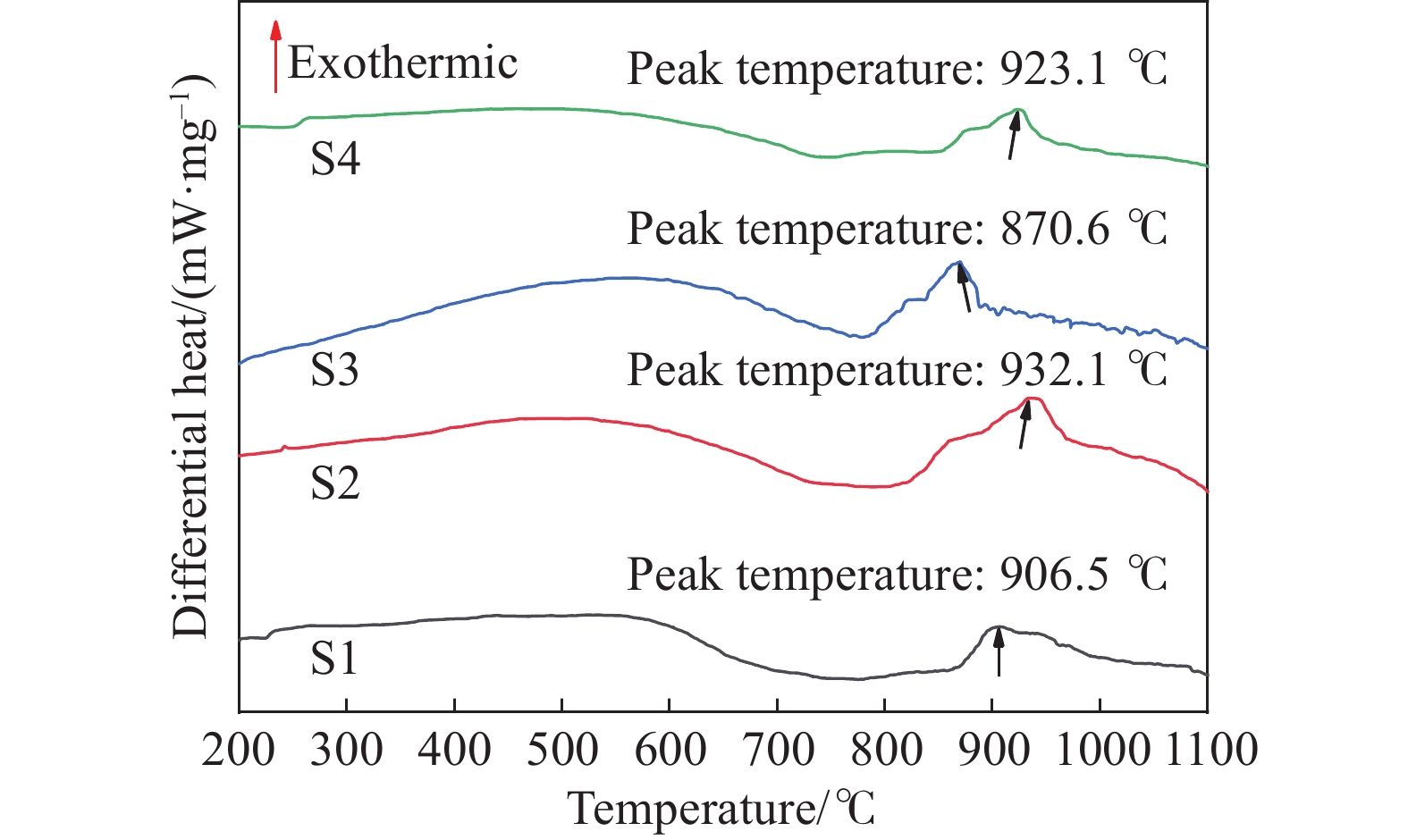
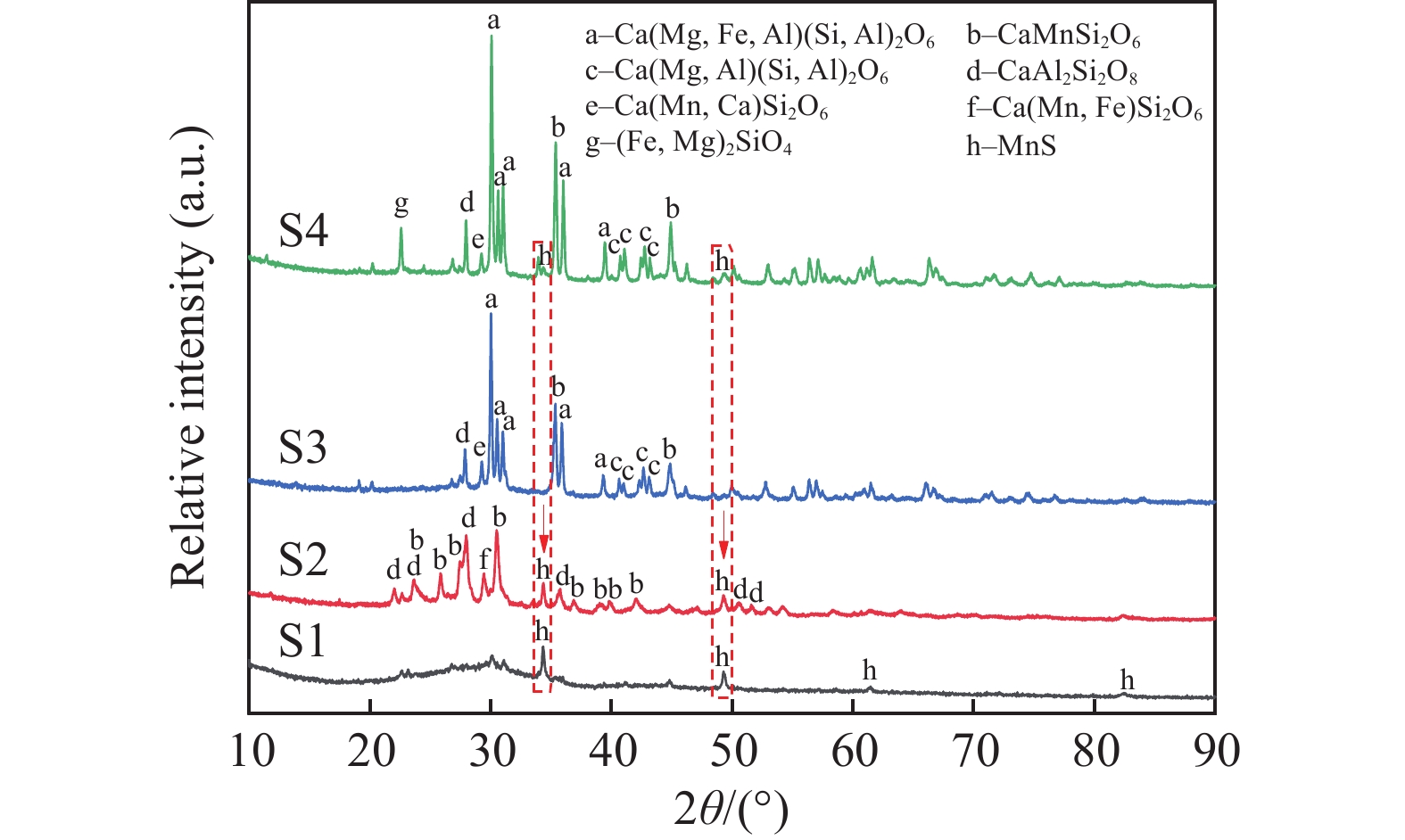
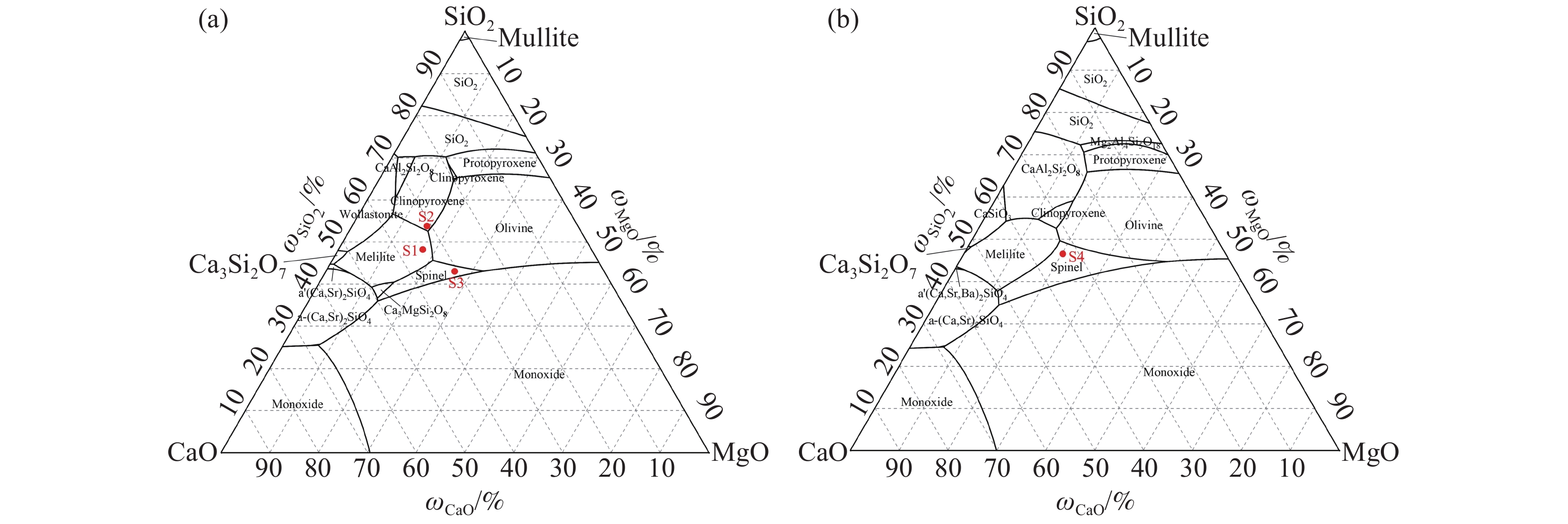
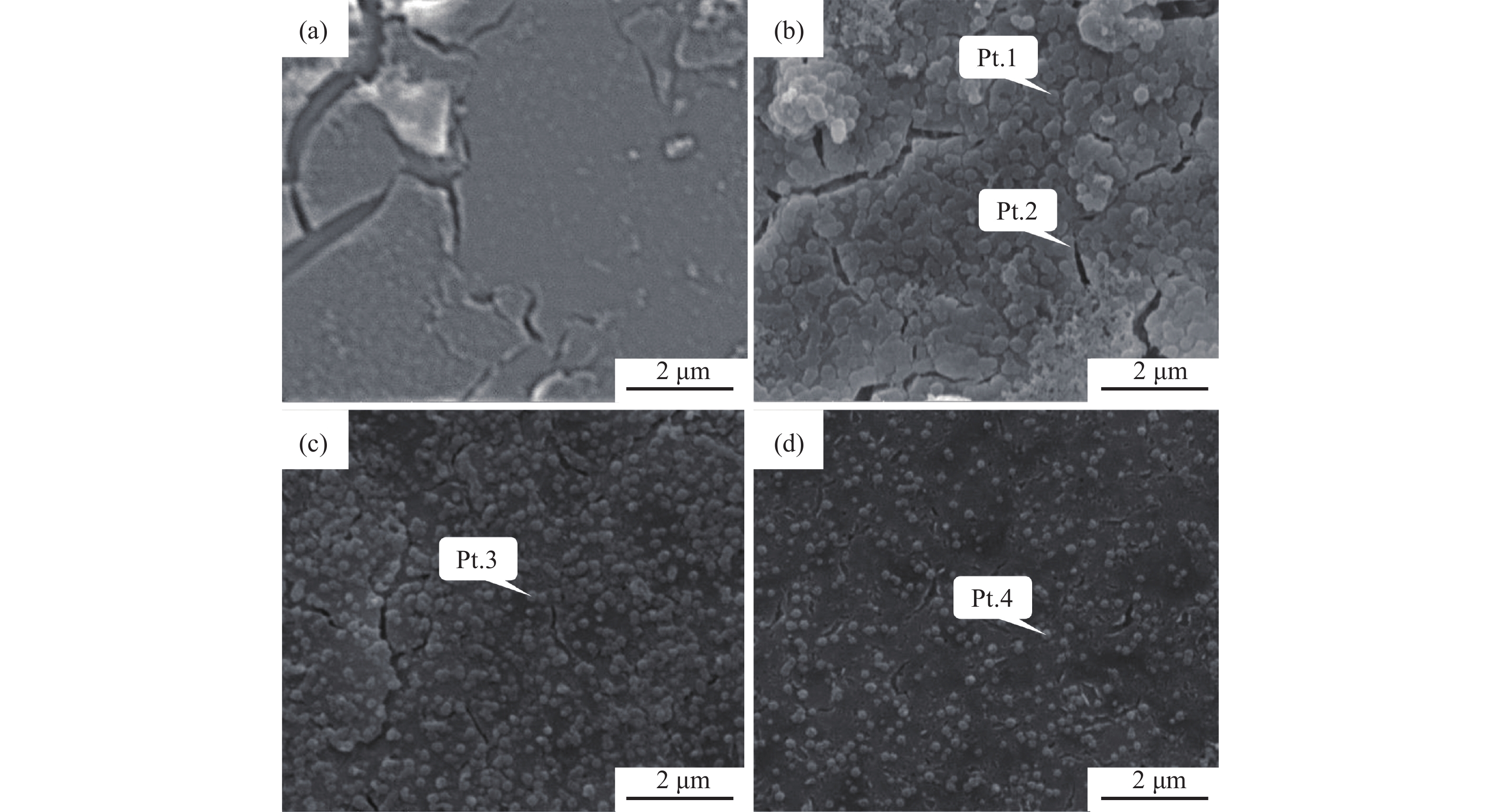
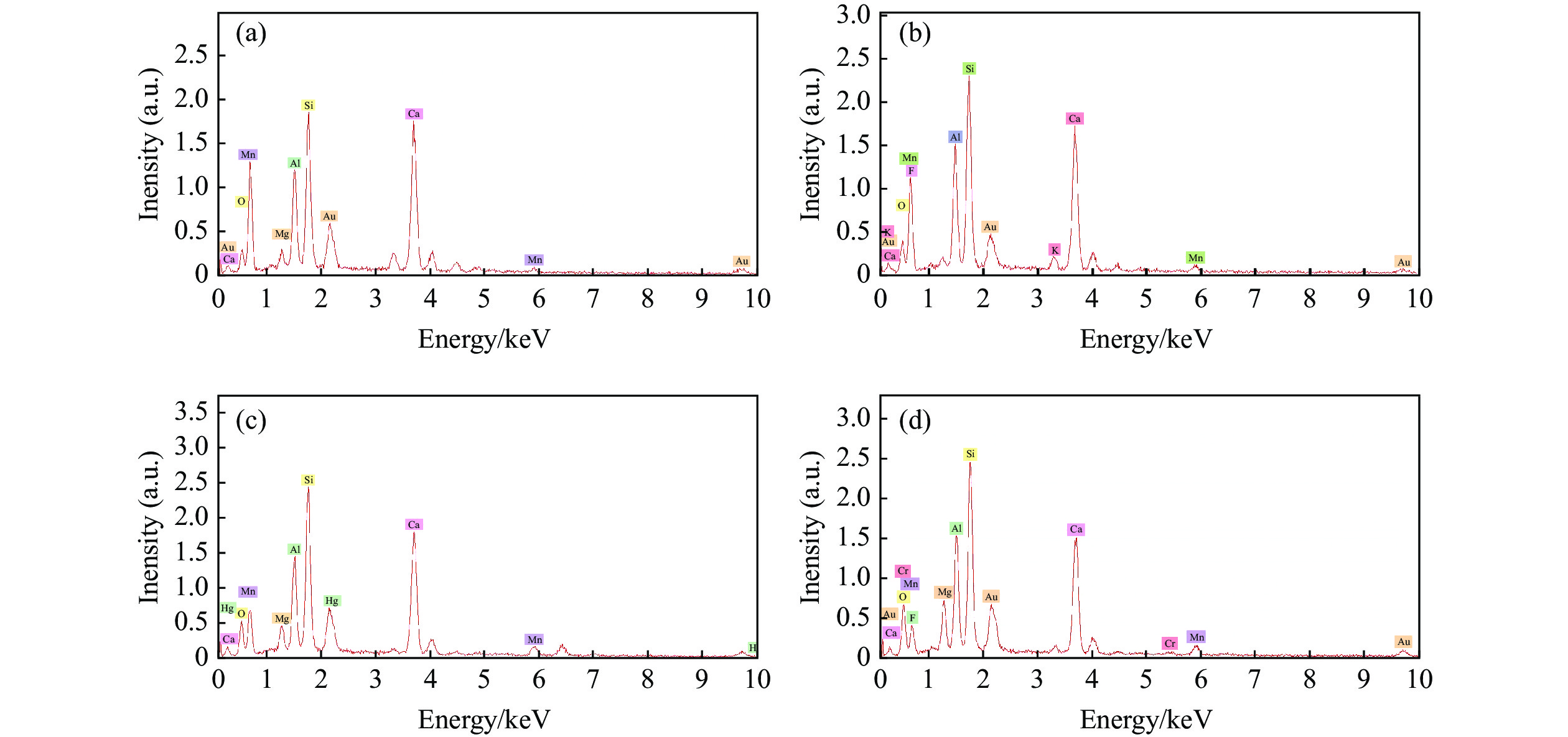
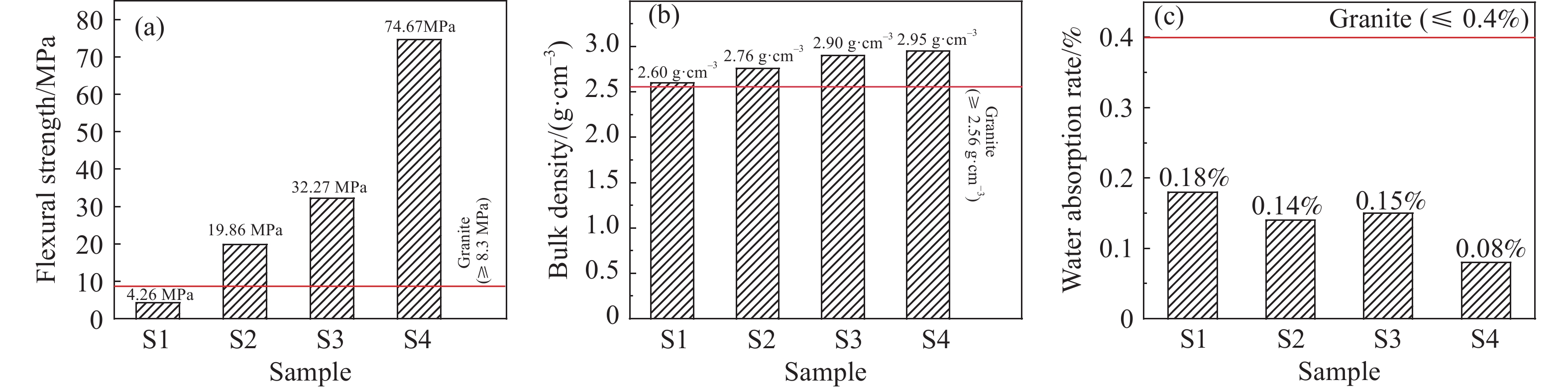
Abstract: Direct casting of smelting slag into glass–ceramic is considered as an efficient way to simultaneously utilize “slag” and “heat” to prepare high value-added materials, owing to which has become a research hot spot. In this paper, silico–manganese slag was used as the main raw material, and silica, iron scale, and ferrochromium slag respectively as high-silicon, high-iron and chromium-containing modifiers. Furthermore, glass–ceramics were prepared using the Petrurgic one-step method. The Petrurgic one-step method is a heat treatment method for preparing glass–ceramic using controlled crystallization during slag cooling process. Using X-ray diffraction (XRD), differential scanning calorimetry (DSC), scanning electron microscopy (SEM-EDS) and other tests, the effect of adding different modifiers on the mineral phase and properties of silicon–manganese slag glass–ceramics were discussed. Furthermore, the feasibility of preparing glass–ceramics by online modification of silicon–manganese slag was discussed based on thermal balance calculation and analysis. The research revealed that by cooling the modified slag to the crystallization temperature and annealing at 700 ℃, glass–ceramics that meet the performance requirements of natural granite can be obtained. Herein, the optimal sample of glass–ceramic had a flexural resistance of 74.67 MPa, bulk density of 2.95 g·cm?3, and water absorption rate of 0.08%. The crystallization performance of the modified slag was considerably improved compared with that of the original silico–manganese slag, and the iron scale and ferrochromium slag were more conducive to promoting the formation of granular or short rod-shaped pyroxene crystals with a particle size of 0.2–0.5 μm. The obtained products have pyroxene group crystals, such as augite (Ca(Mg,Fe,Al)(Si,Al)2O6) and johannsenite (CaMnSi2O6) with a solid solution of Fe and Mn ions. The addition of modifiers altered the occurrence form of Mn ions in the silico–manganese slag. Mn ions in the original slag were mostly found in the form of glass phase and manganese sulfide, whereas Mn ions in the modified samples were mostly found in johannsenite. Microcracks appeared especially in the samples modified with silica after heat treatment, and the crystal density of pyroxene was greater than that of the glass matrix, and volume shrinkage caused by its precipitation was one of the causes of crack formation. During the modification process, it was observed that when 10% silica and iron scale were added as modifiers, the sensible heat of slag was greater than the melting endothermic heat of the modifier, and no additional heat was required in the modification process. Furthermore, when ferrochromium slag was used as a modifier, the glass–ceramic was prepared by the hot-state mixing method between silico–manganese slag and ferrochromium slag.
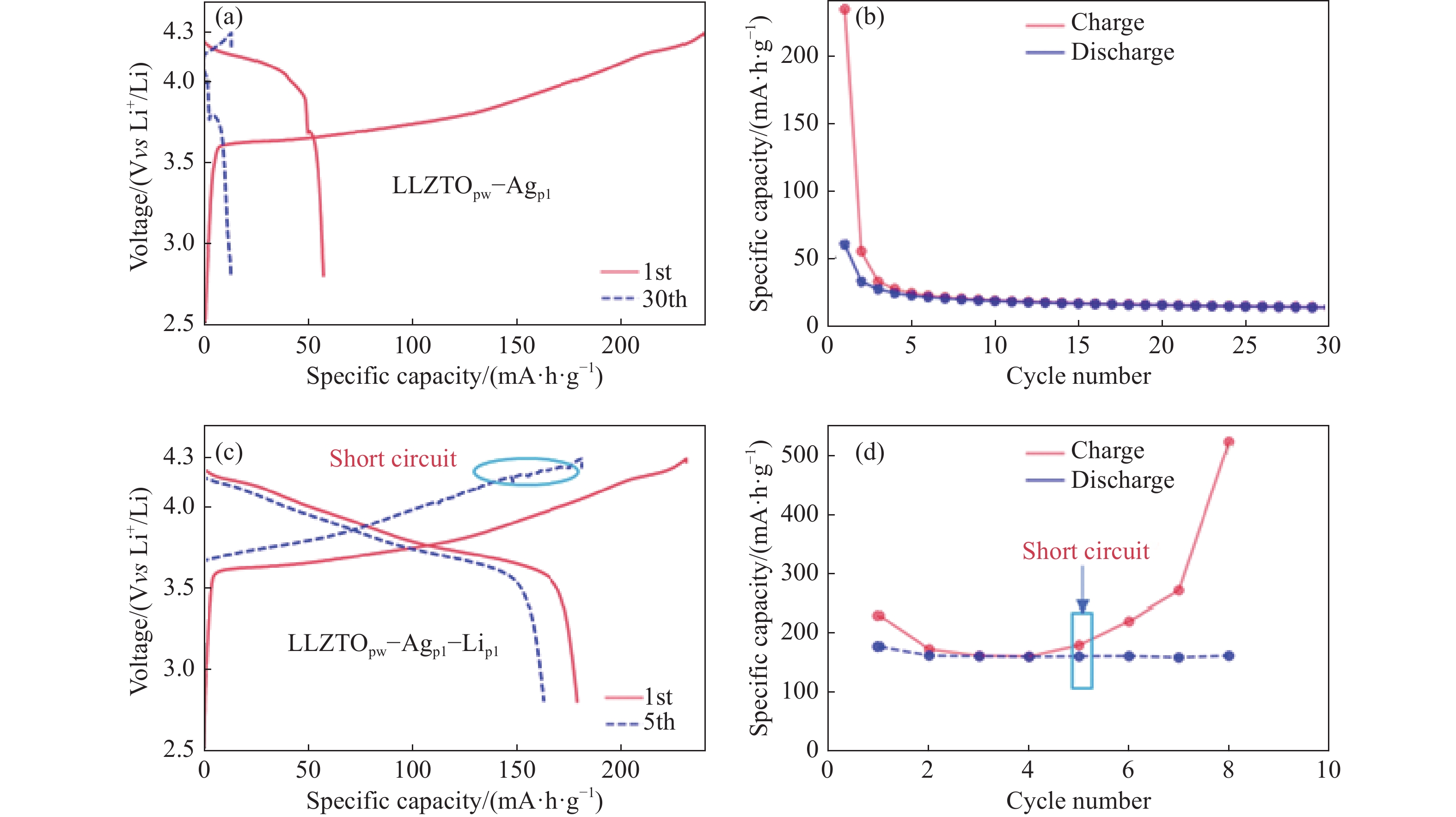
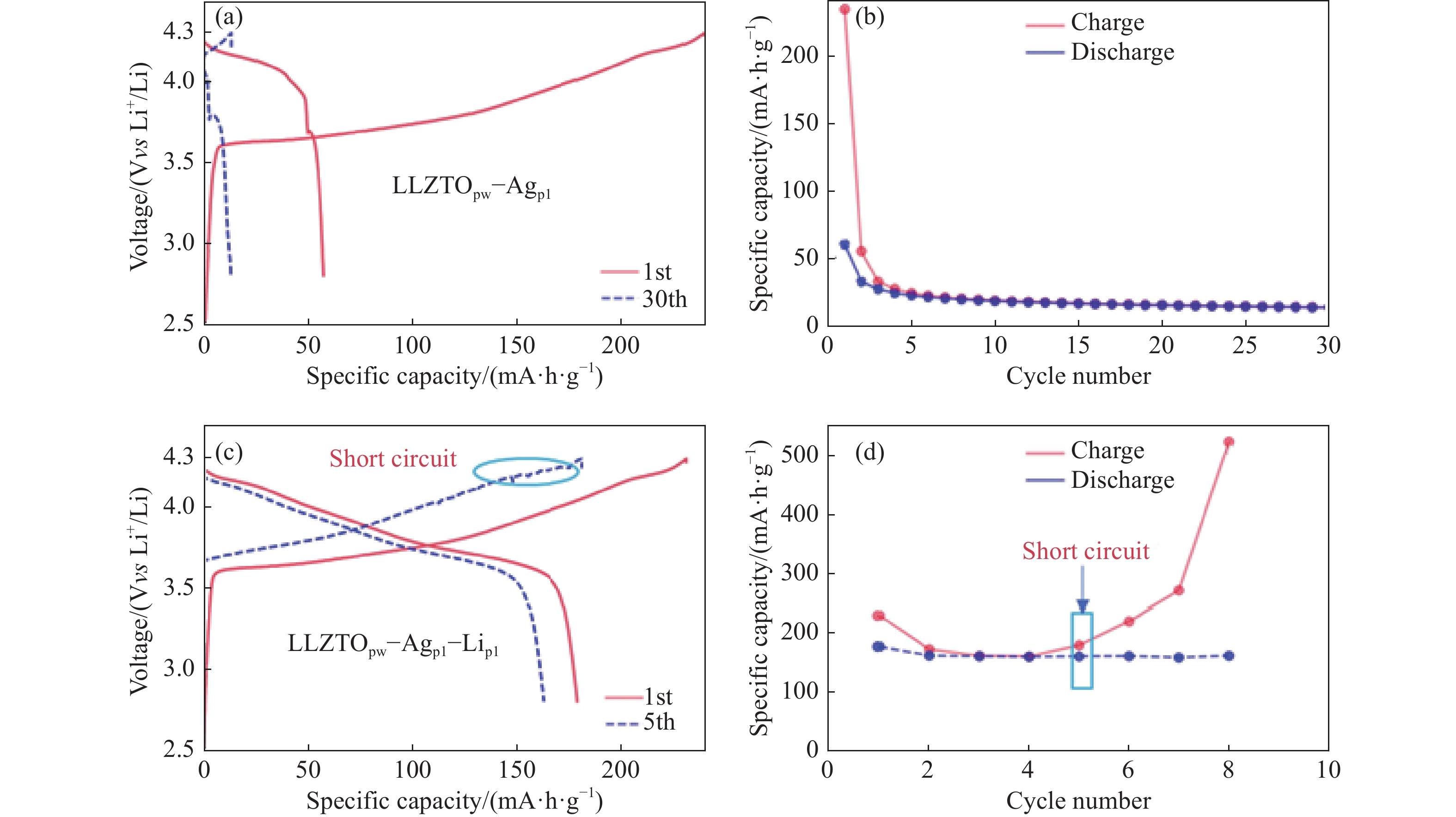
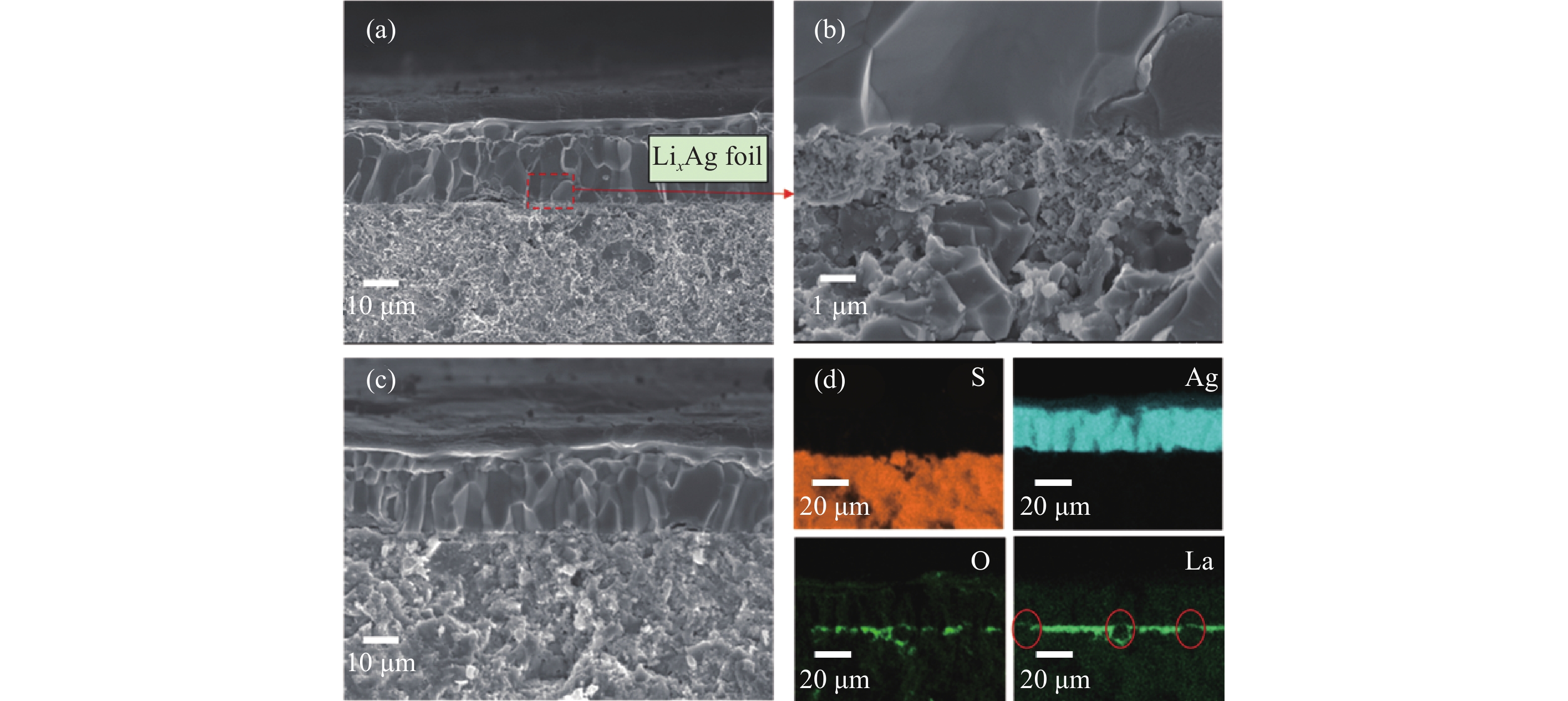
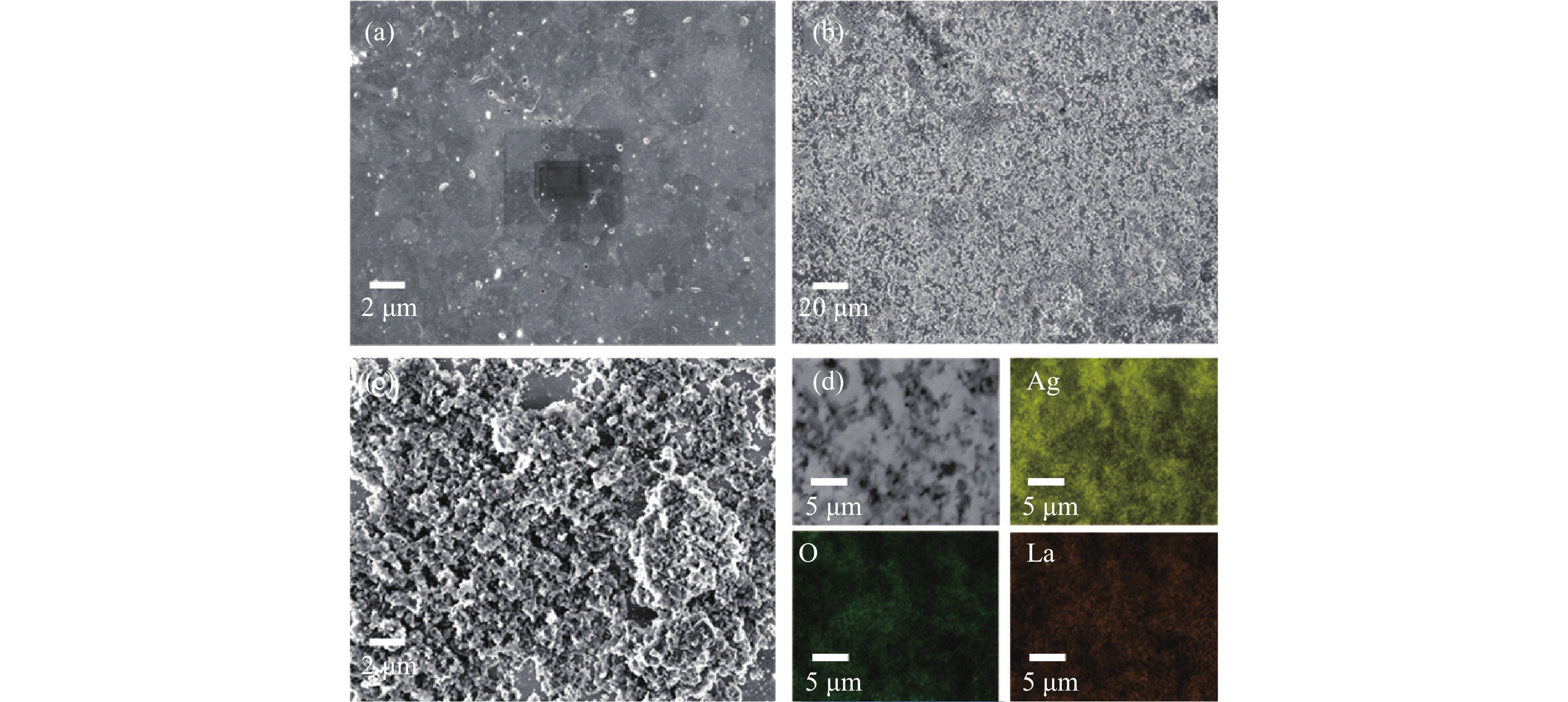
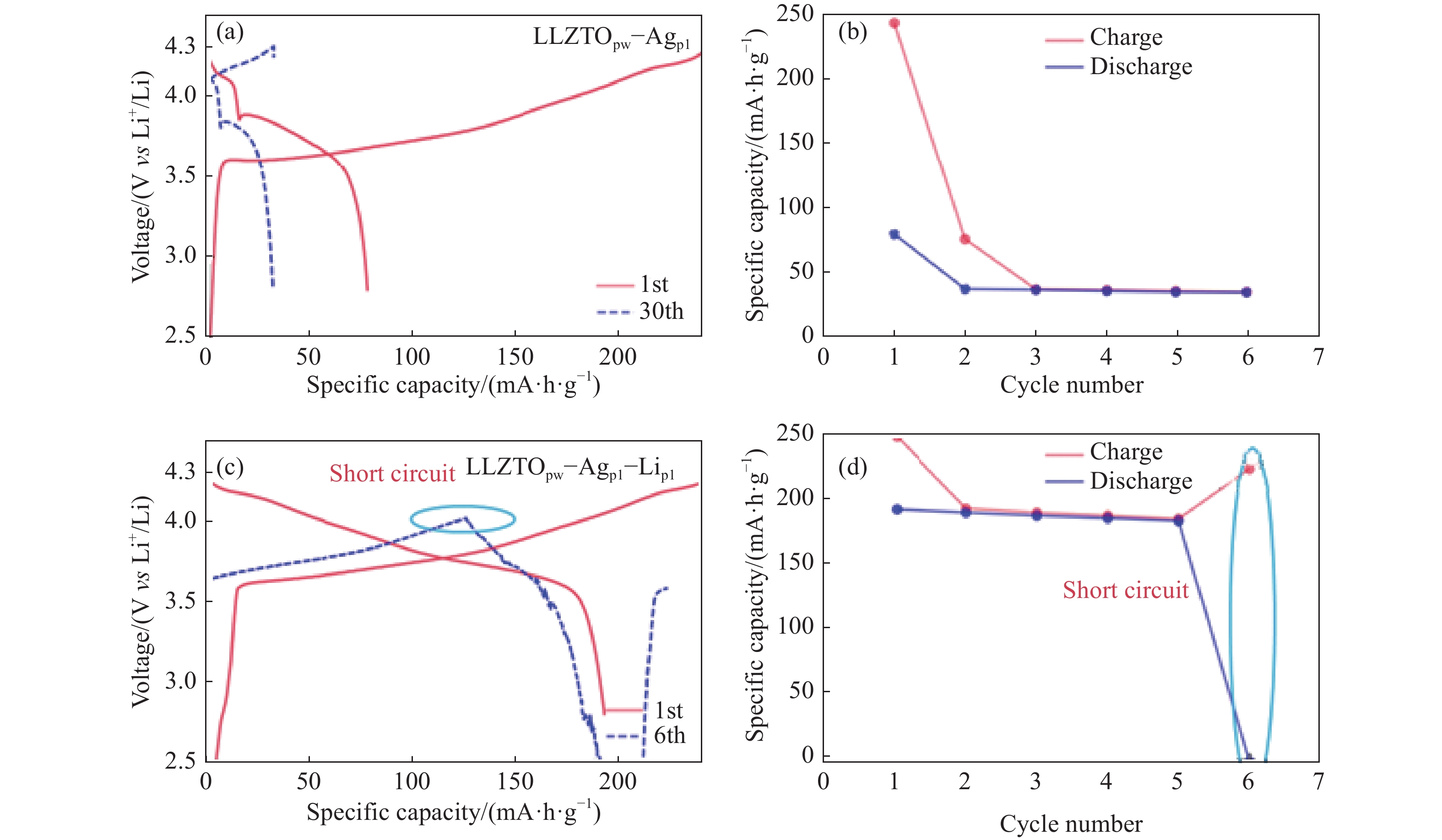
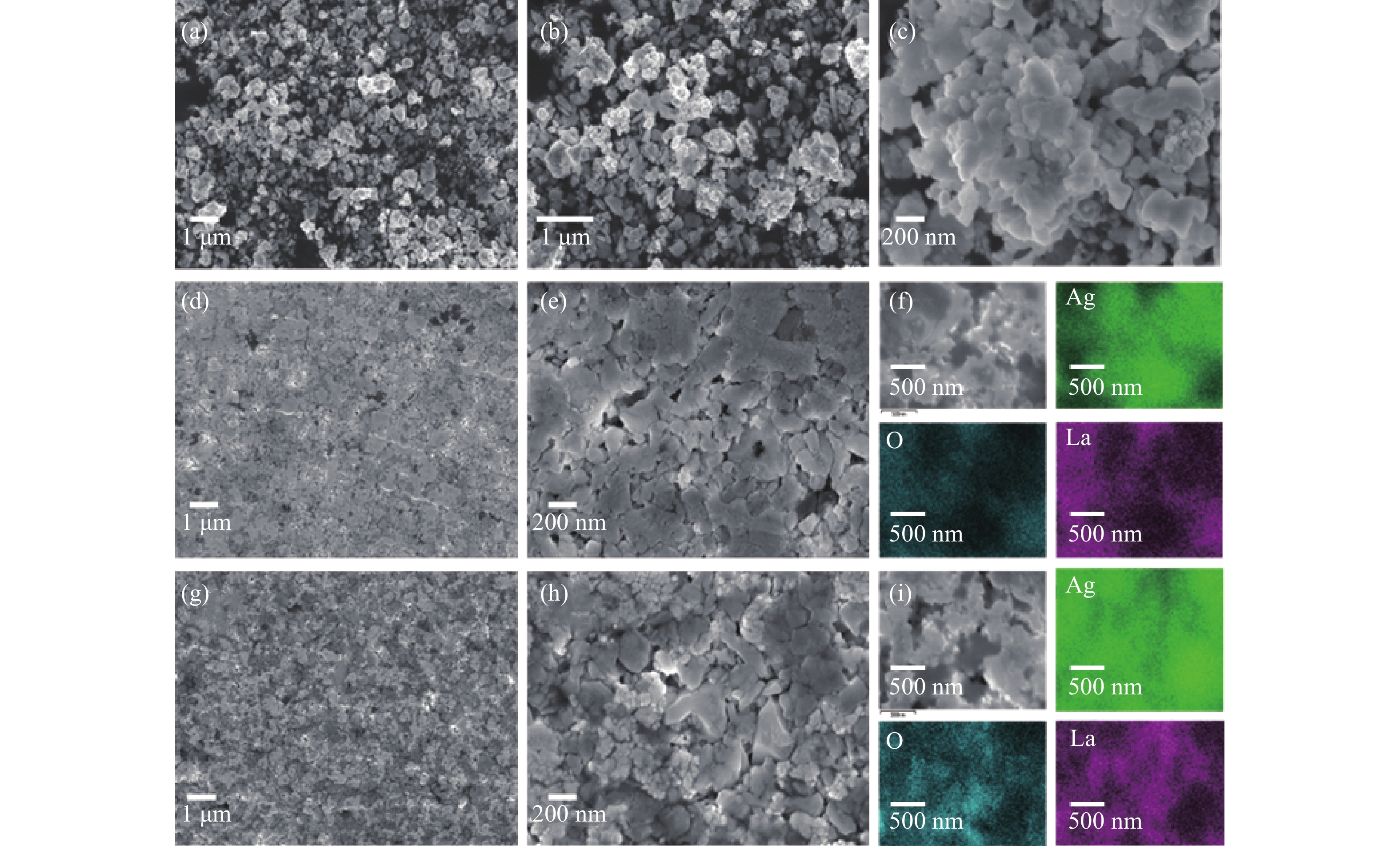
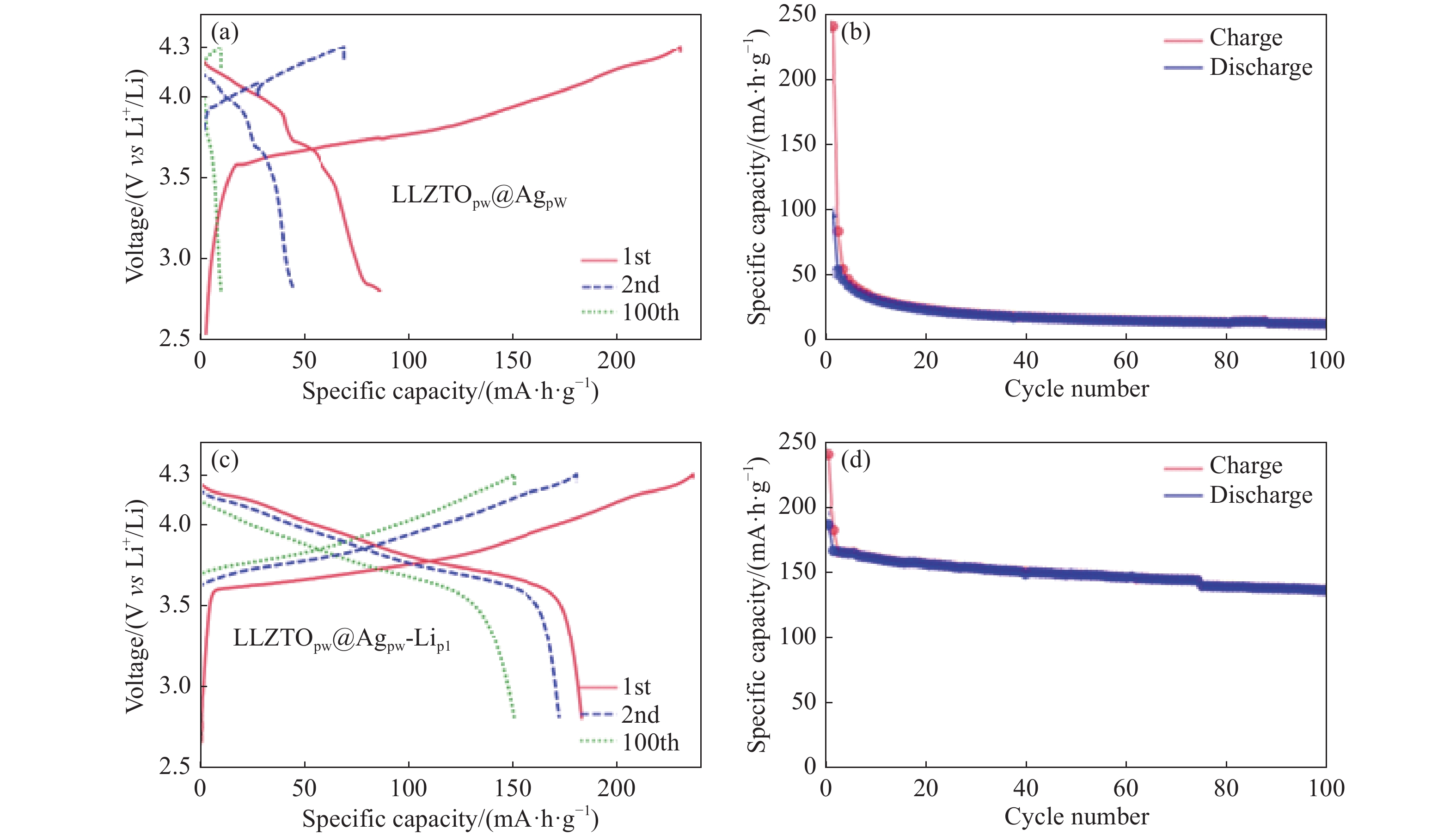
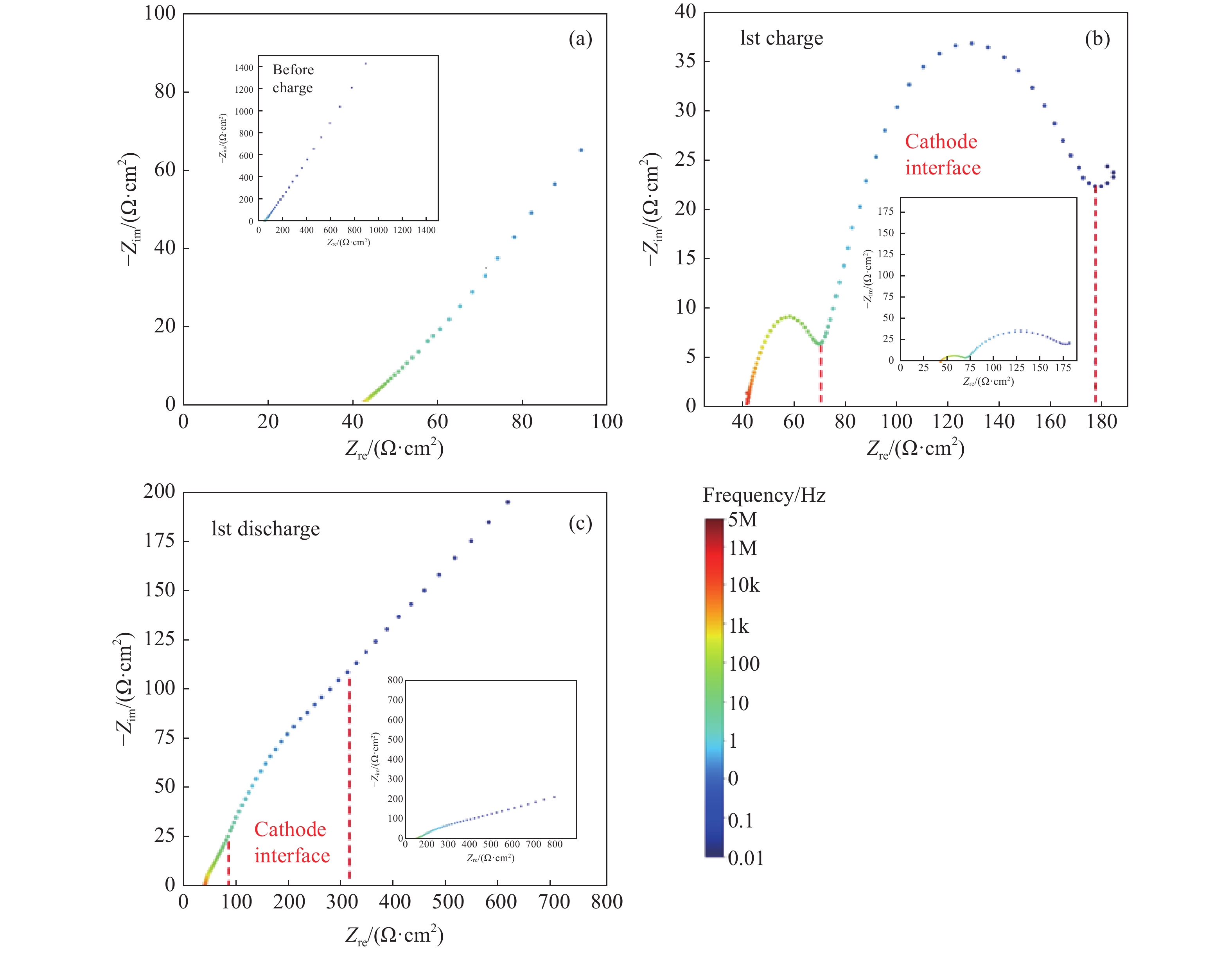
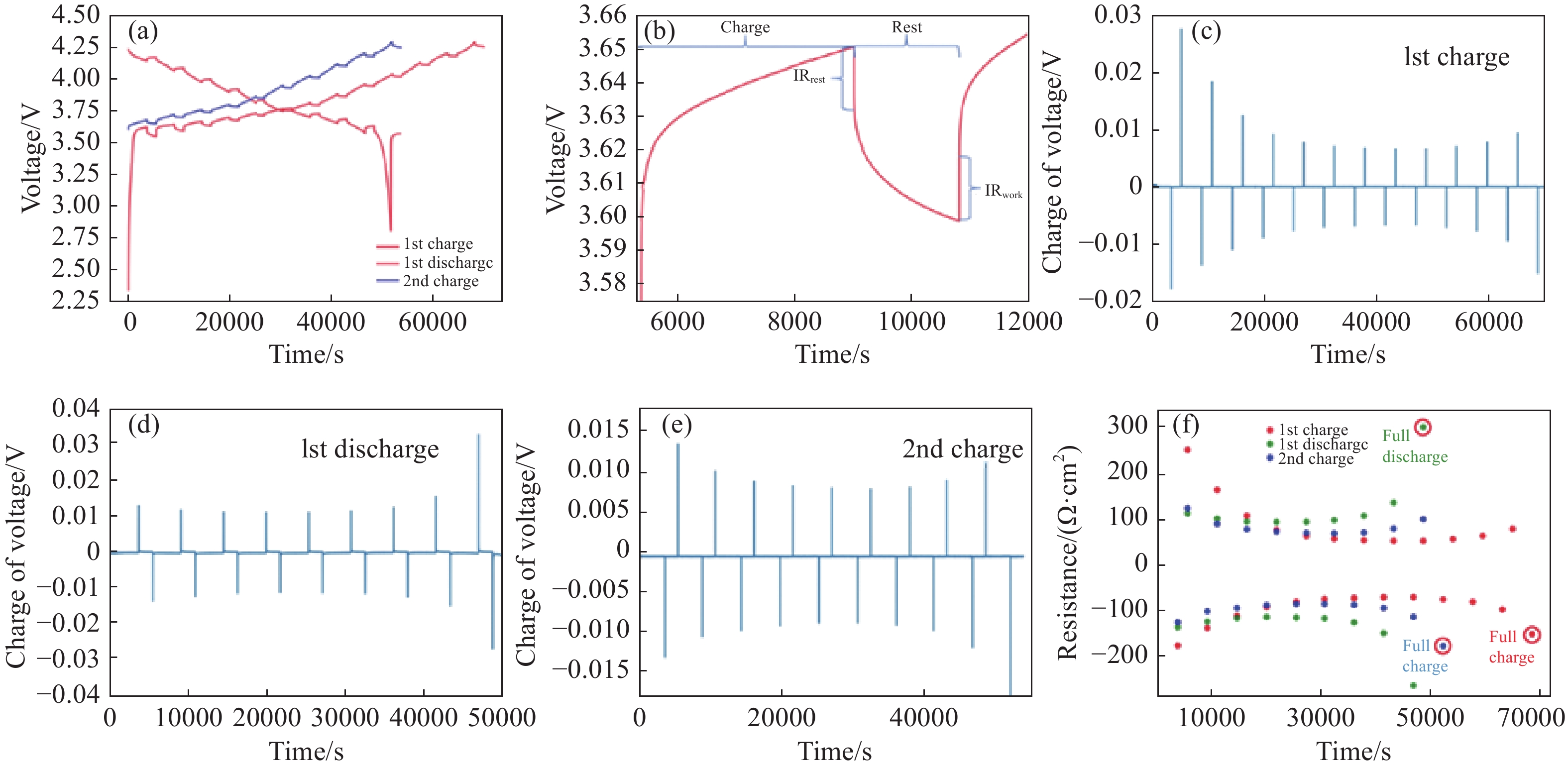
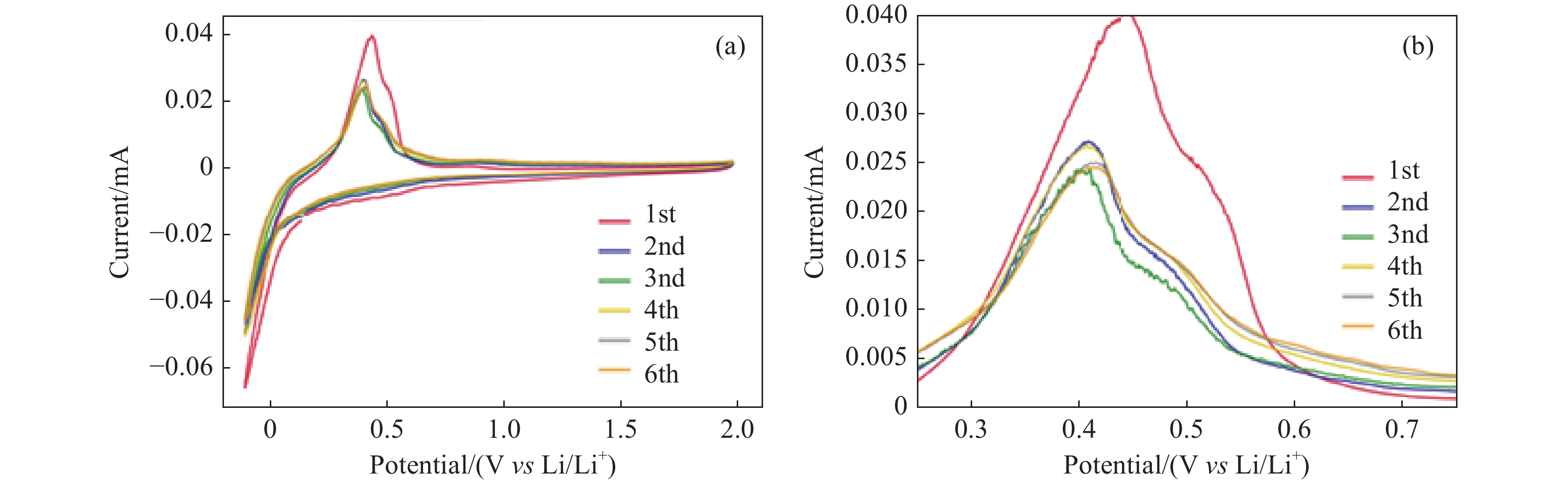
Abstract: Sulfide all-solid-state lithium metal batteries have received increasing attention owing to their high specific energy density and remarkable safety. However, serious interfacial problems still limit their further development. To solve the problem of instability of the interface between the solid-state electrolyte argyrodite (Li6PS5Cl) and lithium anode, strategies such as introducing an alloy cathode, introducing an intermediate interface layer, and directly modifying the electrolyte have been proposed; however, these methods are not suitable for practical applications. Notably, lithium lanthanum zirconium oxide (LLZTO) exhibits high lithium-ion conductivity and remarkable material stability, and silver (Ag) metal shows satisfactory lithium conductivity. Accordingly, a composite interface layer made of LLZTO and Ag was innovatively proposed to solve the lithium metal anode/Li6PS5Cl interface problem and increase the cycle stability of all-solid-state lithium batteries. We studied the effects of LLZTO–Ag composite interface layers with different combination manners, such as simply dispersed LLZTO–Ag composite, evenly dispersed and coated composite, and ball-milled composite, on the anode interface of Li6PS5Cl all-solid-state lithium metal batteries. The electrochemical performance of an optimized all-solid-state battery was also investigated. The results show that the surface of the LLZTO@Ag composite layer obtained by ball milling is relatively smoother and denser, which can effectively prevent lithium dendrite growth and battery short circuit. Compared with the simply dispersed LLZTO–Ag composite method and the evenly dispersed and coated composite method, the ball-milled composite layer anode method can be used to effectively reduce local lithium deposition current density and successfully solve the short circuit problem of the sulfide solid electrolyte. The first cycle efficiency of the LLZTOpw@Agpw–Lipl all-solid-state battery is 77.5%, and the discharge specific capacity is 187.3 mA·h·g?1. After 100 cycles at 0.3C, the discharge specific capacity is still 125.5 mA·h·g?1, and the capacity retention rate is 81.7%. Additionally, we investigated the electrochemical behavior of all-solid-state lithium metal batteries upon the introduction of the LLZTO–Ag composite interfacial layer by using the AC impedance (EIS) and constant-current intermittent titration technique. The LLZTOpw@Agpw anode shows satisfactory cycle stability for lithium batteries. The impedance of the LLZTOpw@Agpw–Lipl all-solid-state battery exhibits periodic oscillations, indicating that lithium vacancies will be generated in the NCM811 crystal upon extraction of lithium ions, thereby increasing the conductivity of the lithium ions and reducing their migration resistance as well. The effect is most prominent when half of the lithium ions are extracted, but further extraction of lithium ions will lead to too many vacancies in the material, following which extraction of lithium ions will be impeded, thereby increasing the migration resistance of the lithium ions. The interfacial impedance on the cathode side considerably increased during long cycling, thus affecting the subsequent cycling performance, while the interface on the anode side remained essentially stable, highlighting the stabilizing effect of the LLZTO–Ag composite interfacial layer.
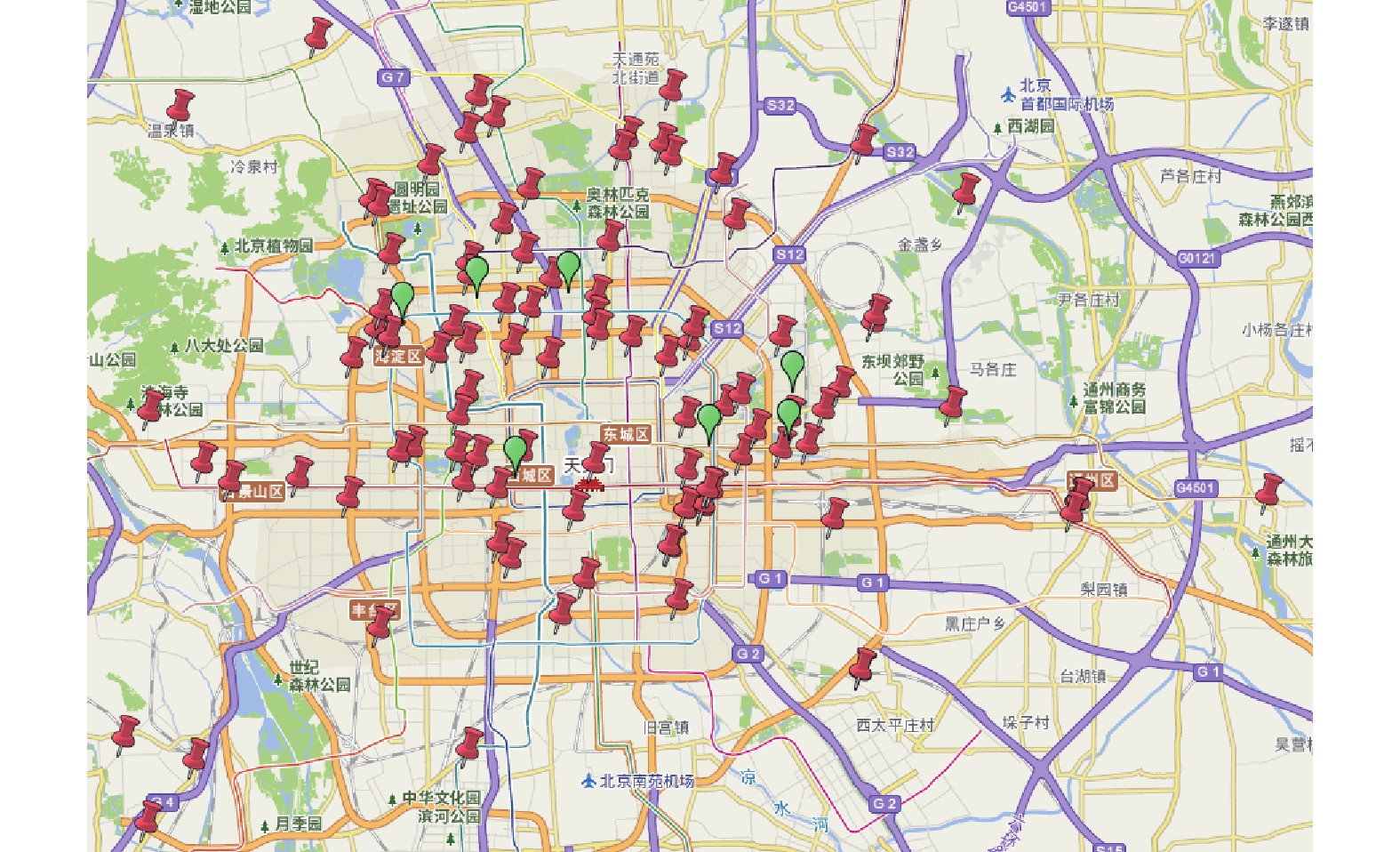
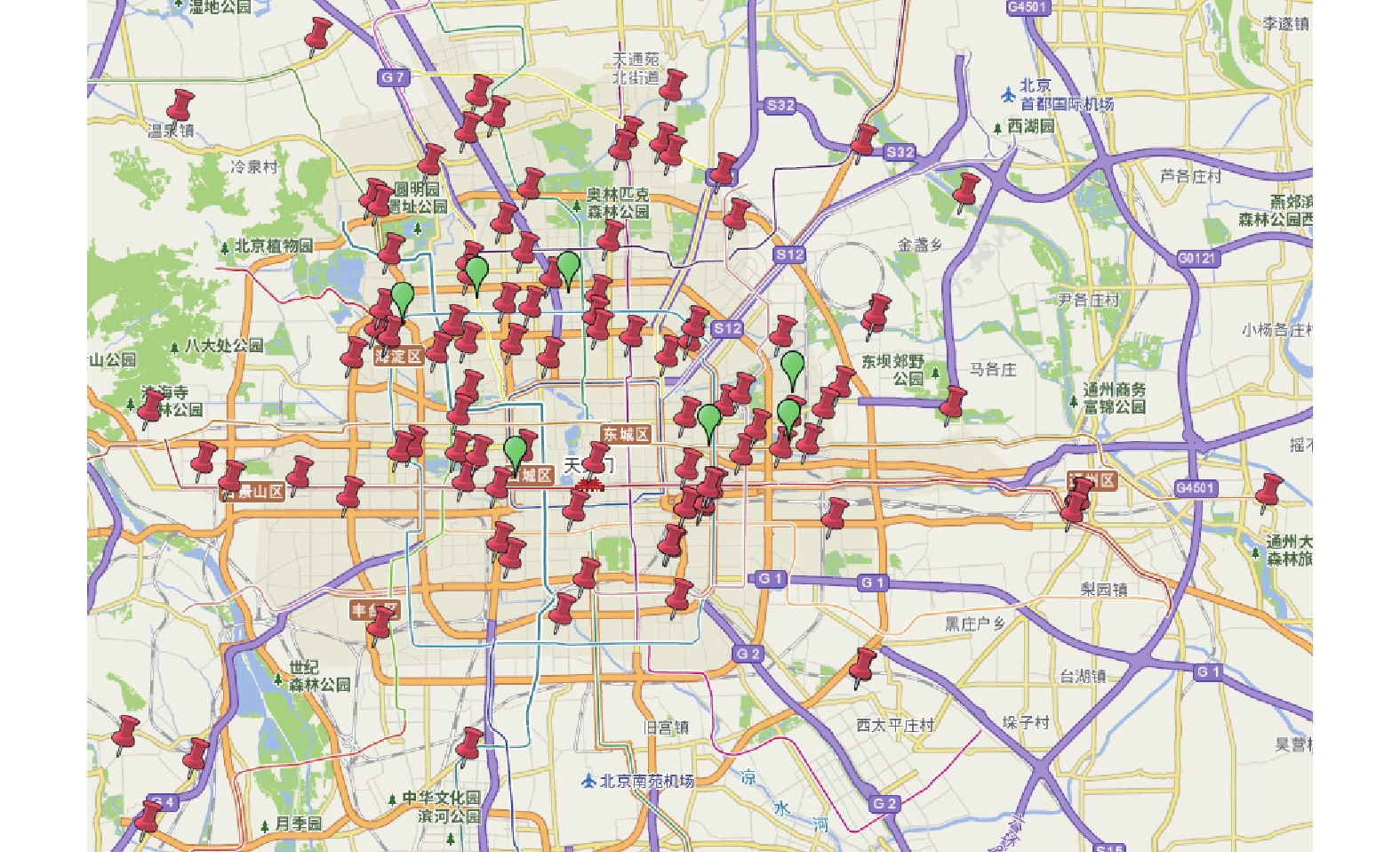
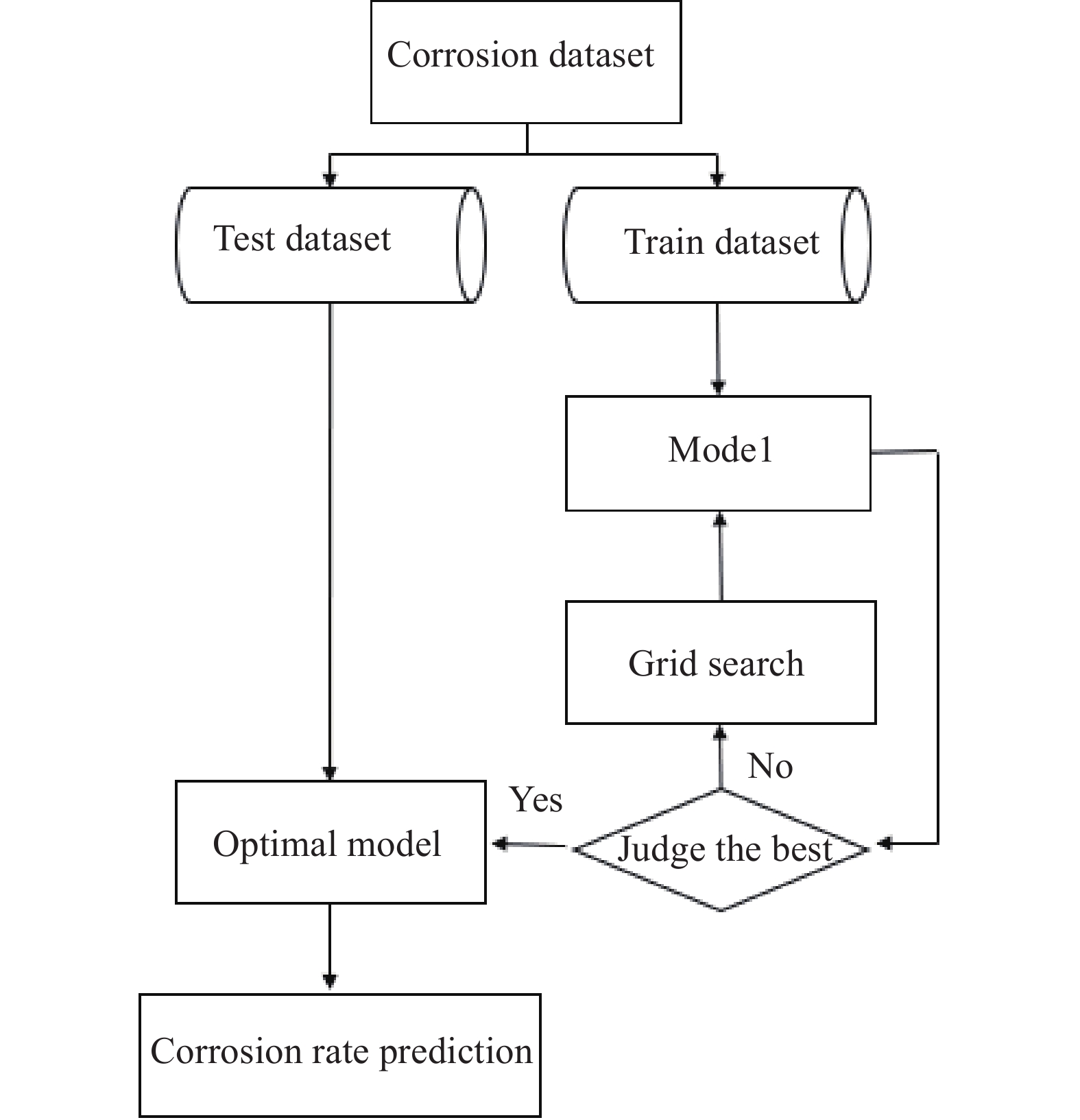
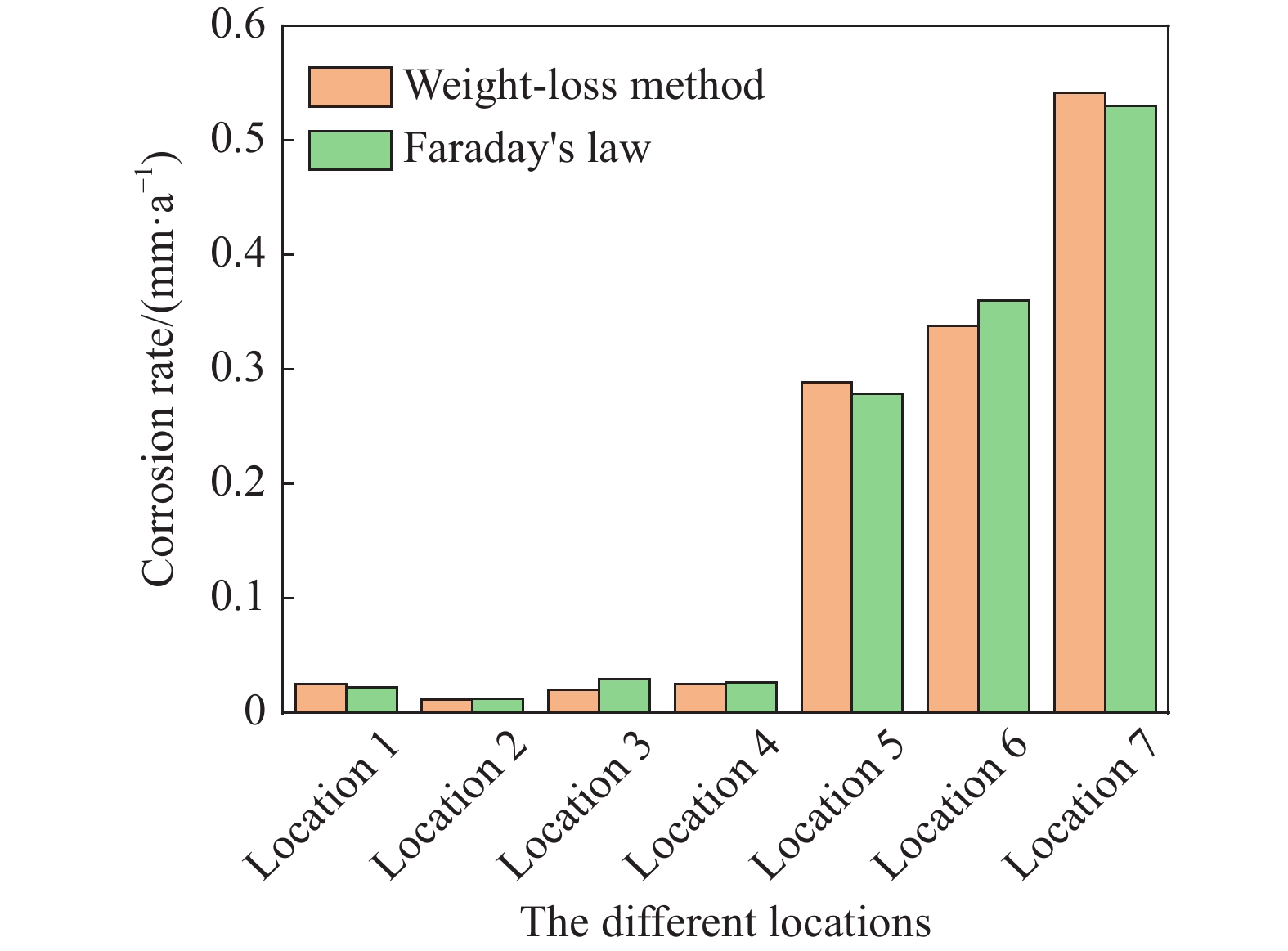
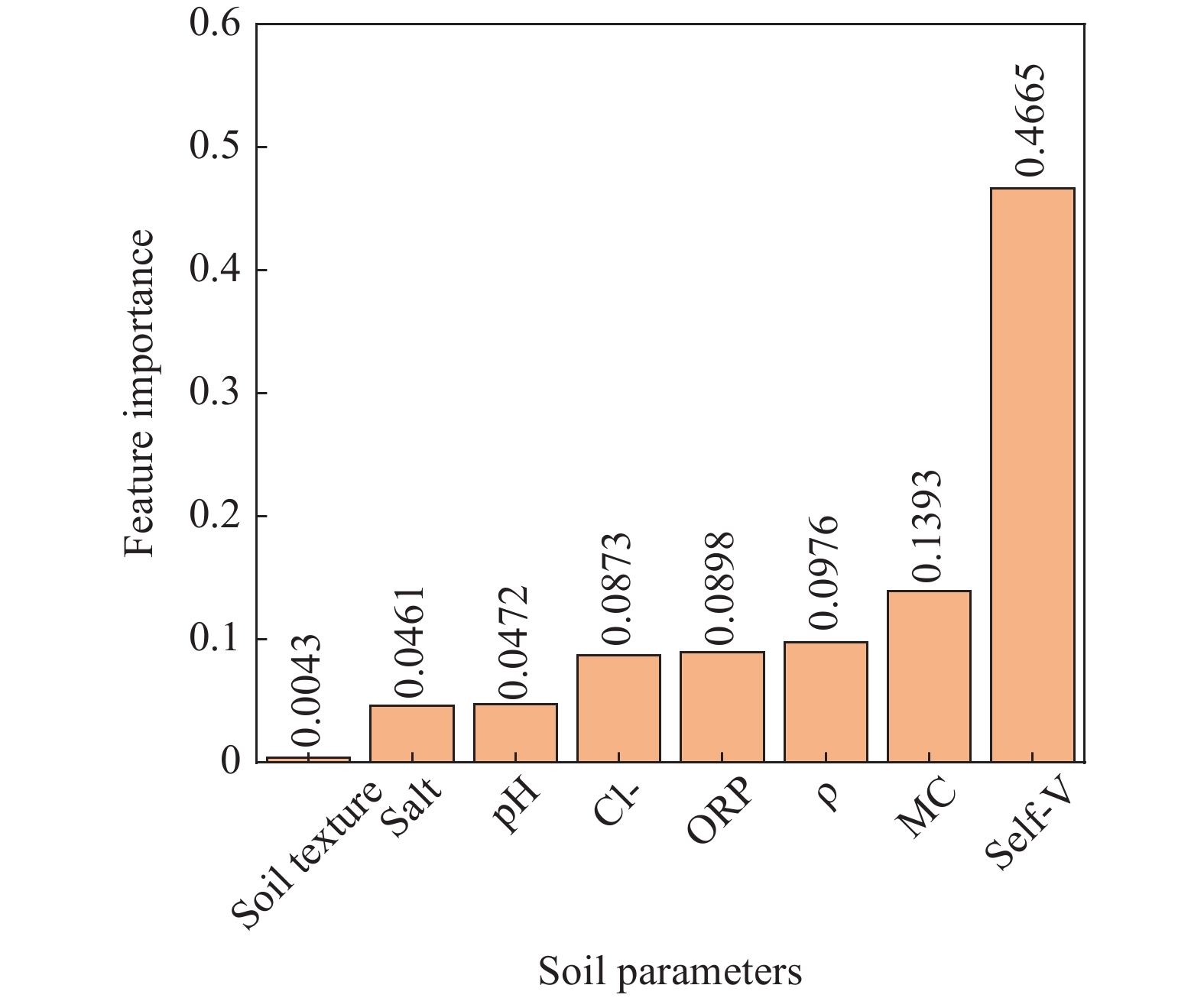
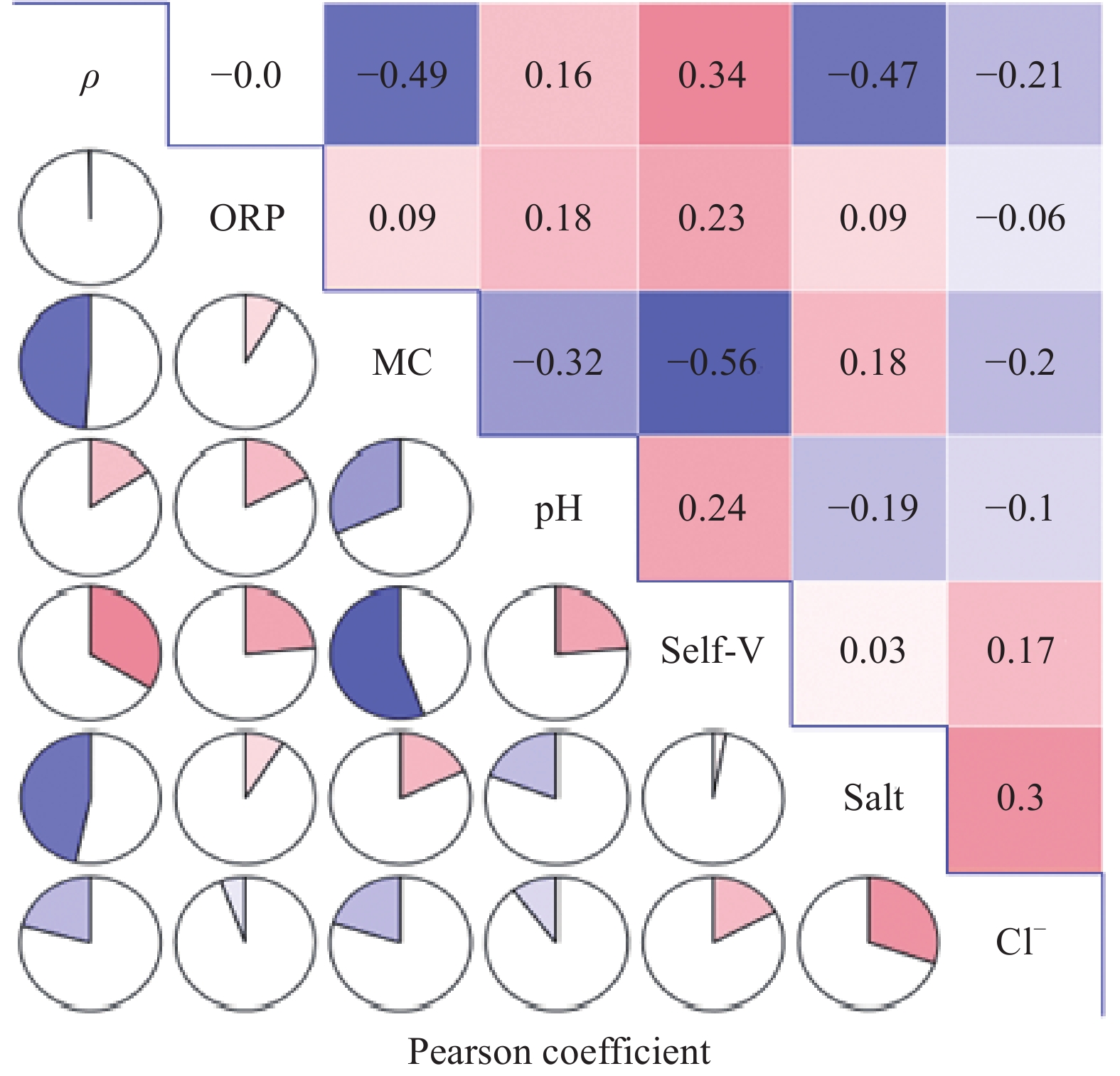
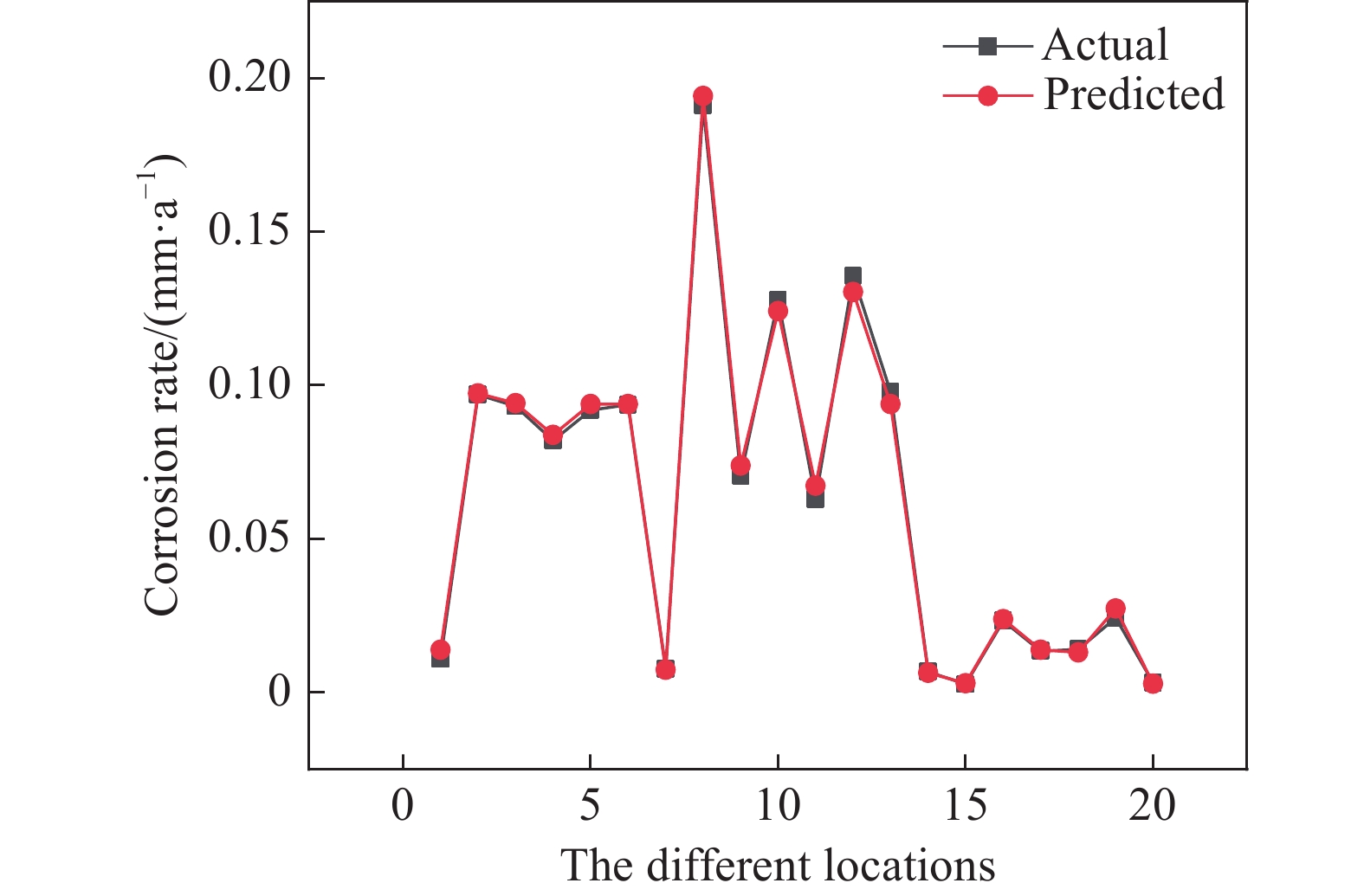
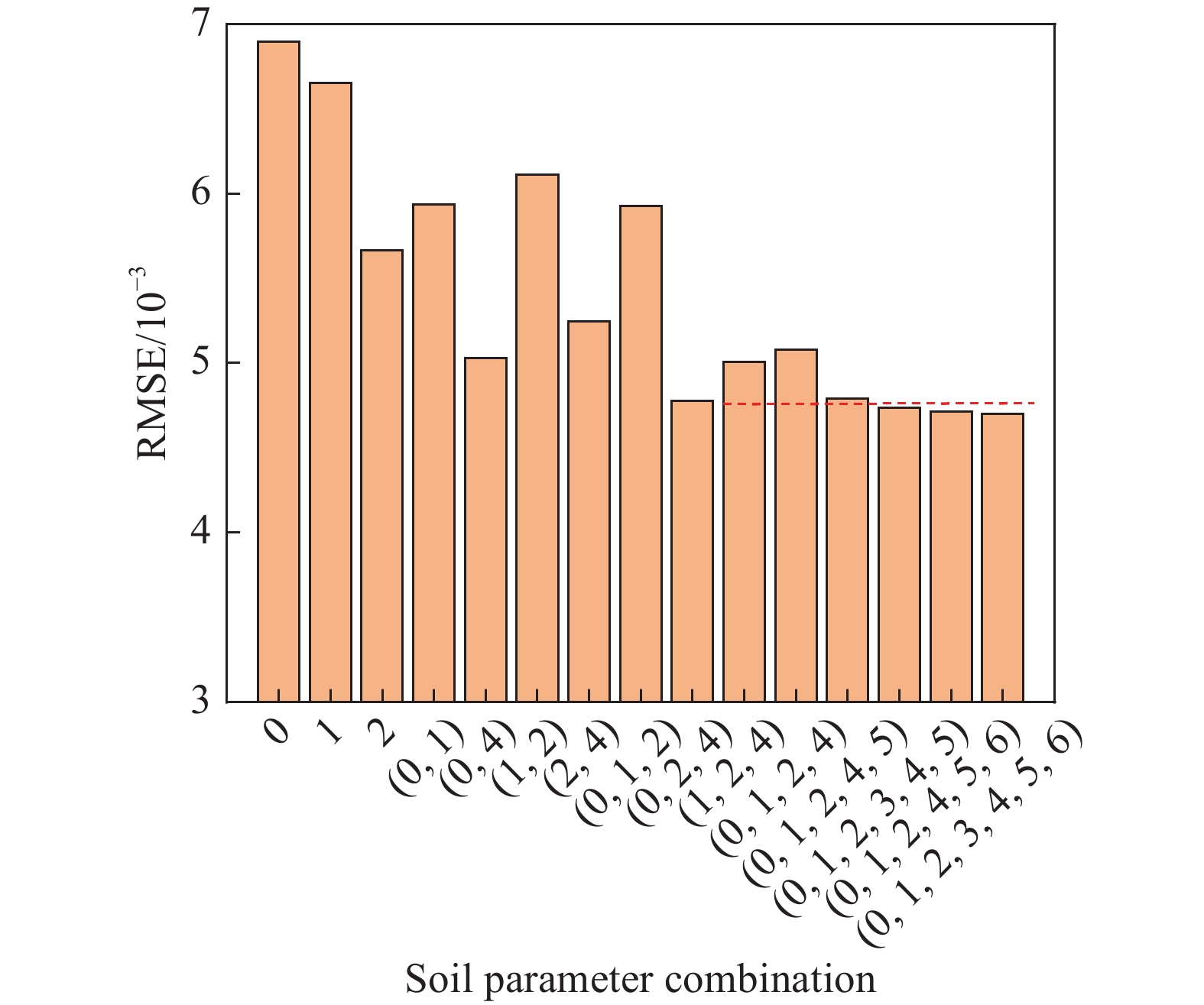
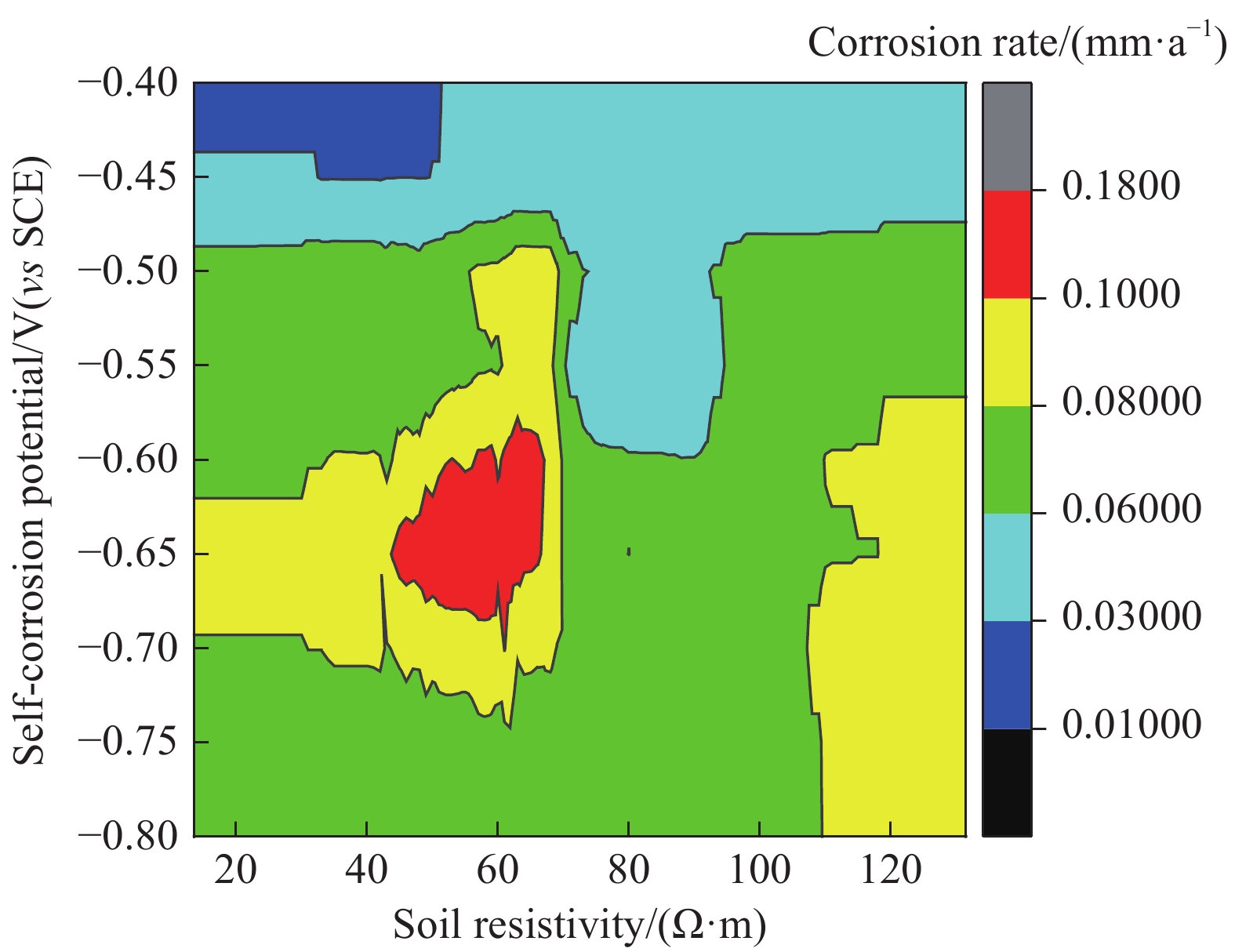
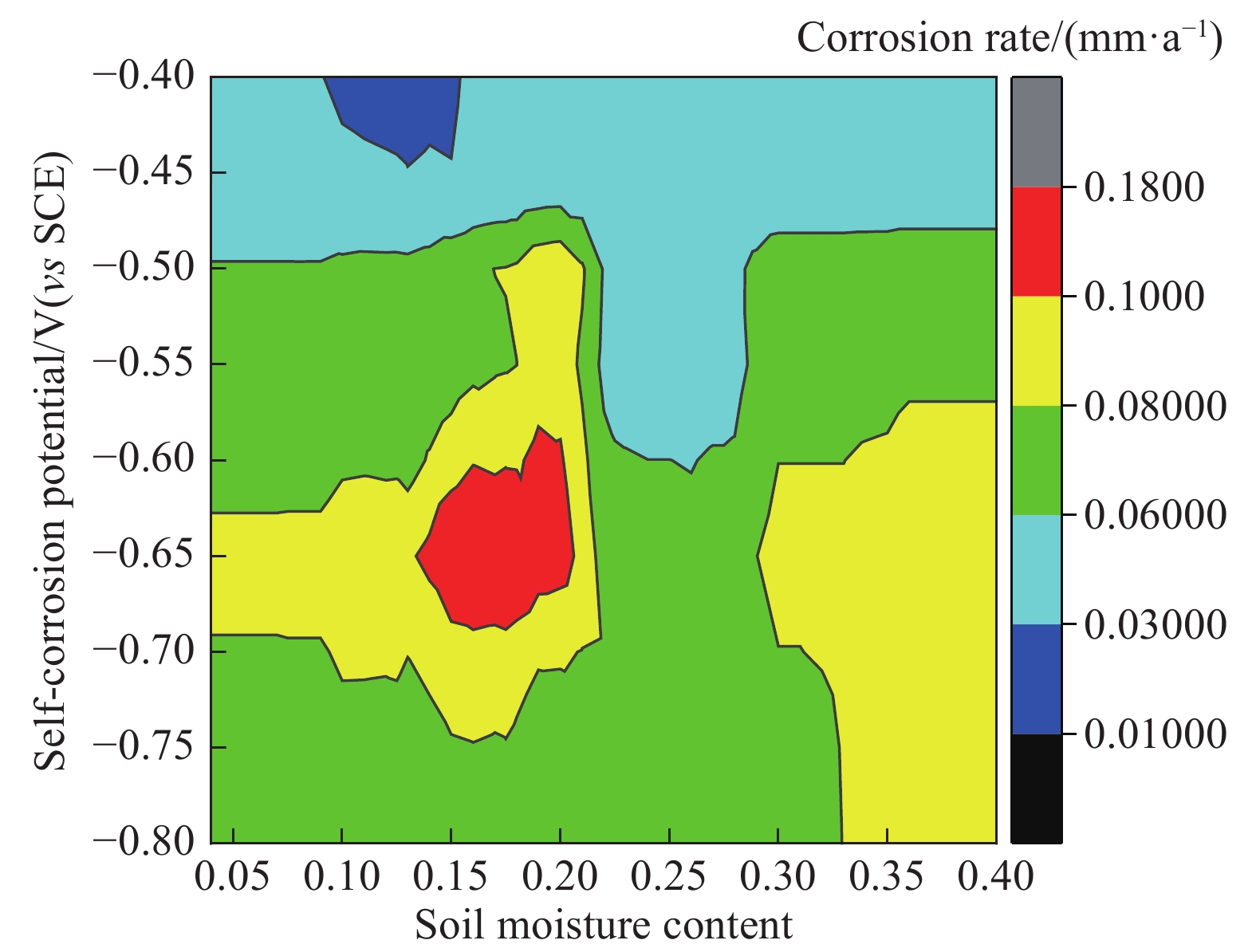
Abstract: Soil samples were excavated from 101 geographical locations in Beijing and transported back to a laboratory. The samples were tested for nine physical and chemical parameters, and the distribution ranges of the soil parameters were obtained. The soil in Beijing is mainly loam, involving clay and sand, with the pH being mainly neutral or weakly alkaline; its chloride content is low. Additionally, the soil parameters that vary substantially are the moisture content, resistivity, self-corrosion potential, redox potential, and self-corrosion current density. Herein, because of the long period required, in addition to the difficulty of burying corrosion-inspection pieces in the field, weight-loss experiments were performed in seven locations. Moreover, the corrosion rates calculated using Faraday’s law and the weight-loss method were compared and verified for seven locations. The results revealed that the corrosion rate obtained using Faraday’s law is consistent with that obtained using the weight-loss method. Therefore, the corrosion-rate data obtained using Faraday’s law in the laboratory have a certain practical significance; such data can provide support for follow-up research and analysis. The characteristics of the soil parameters and the correlation among different such parameters were obtained using the machine learning random-forest algorithm and Pearson coefficient analysis. The results reveal the soil self-corrosion potential, water content, and resistivity to be the key factors affecting the Q235 steel corrosion rate for the Beijing soil. The corrosion–rate prediction model of Q235 steel for the Beijing soil was established based on the machine learning random-forest algorithm. An average absolute error of <5% (which is small) was found between the predicted and actual values of the corrosion rate. The prediction model can, therefore, better reflect the soil corrosivity in Beijing, which has a certain practical significance. To further explore the relationship between the Q235 steel corrosion rate for the Beijing soil and the three key soil parameters, the established prediction model was employed. Taking the soil self-corrosion potential, resistivity, and moisture content as the input, the Q235 steel corrosion rate was predicted as the output and was analyzed. The prediction results show that when the soil self-corrosion potential is between ?0.57 V( vs SCE) and ?0.70 V(vs SCE), the soil moisture content is between 13% and 22% and when the soil resistivity is between 45 and 65 Ω·m, the corrosion rate of carbon steel in the soil is higher than 0.1 mm·a?1. This work provides a simple method for assessing the corrosion of low-carbon steel in Beijing.
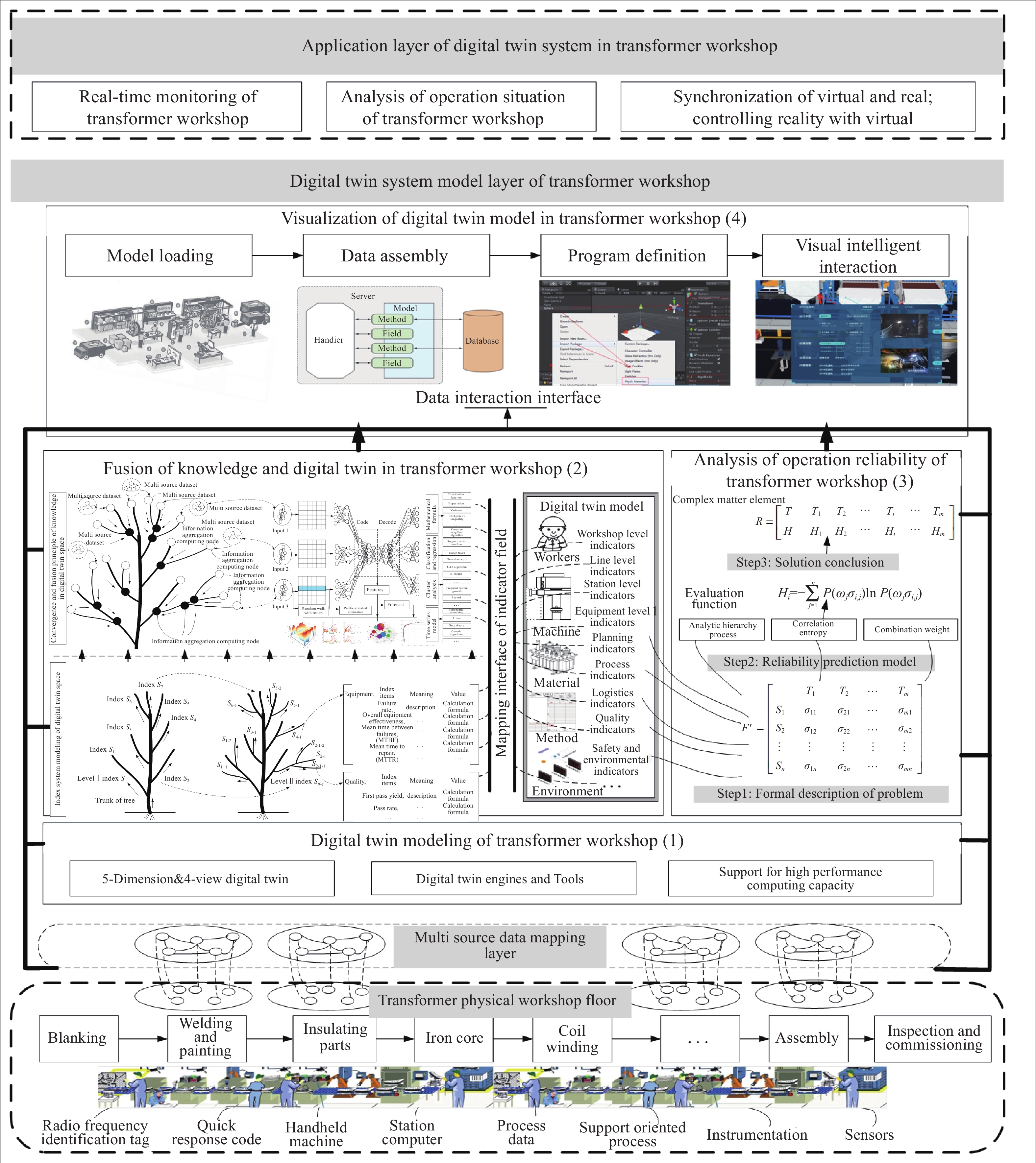
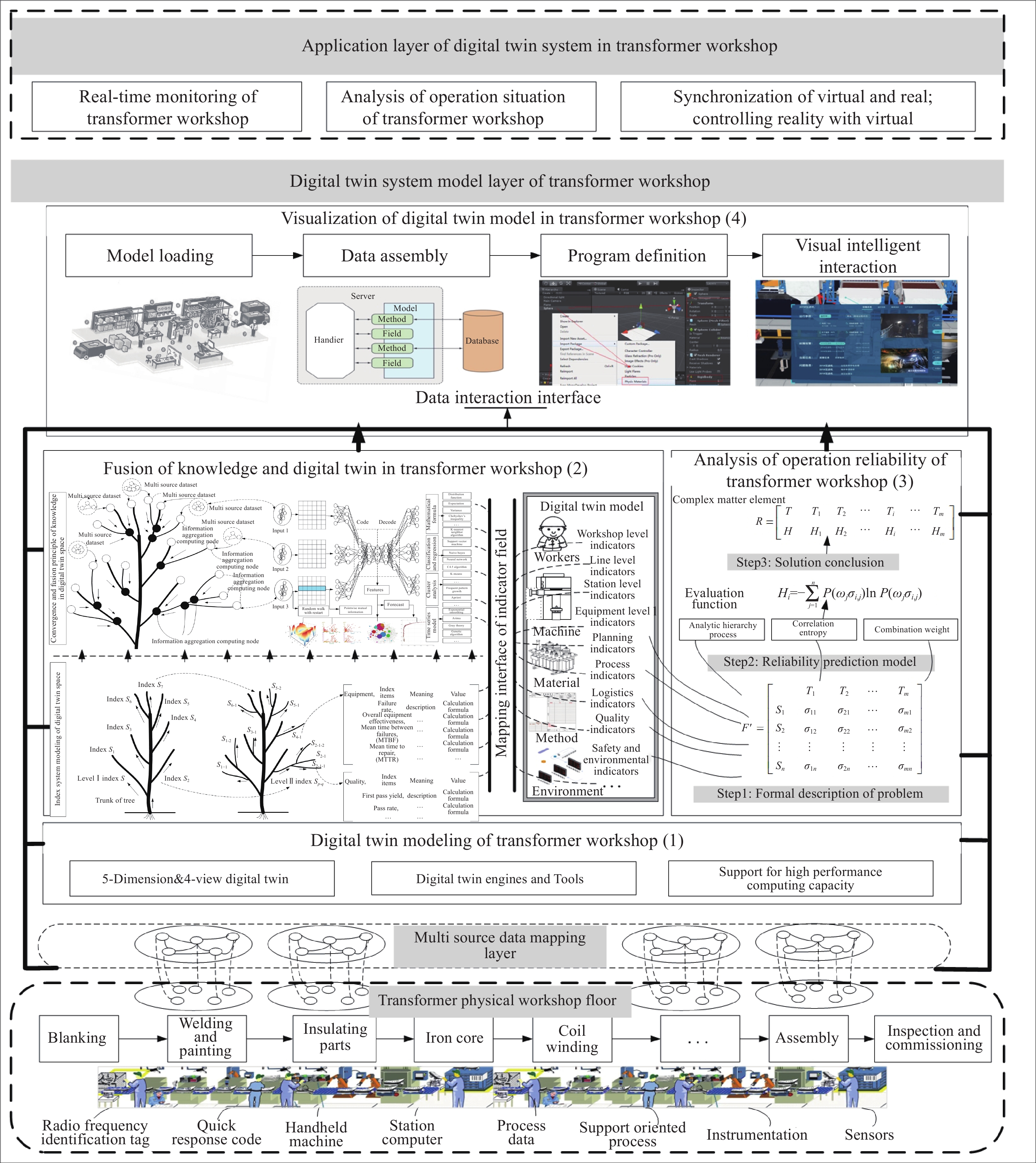
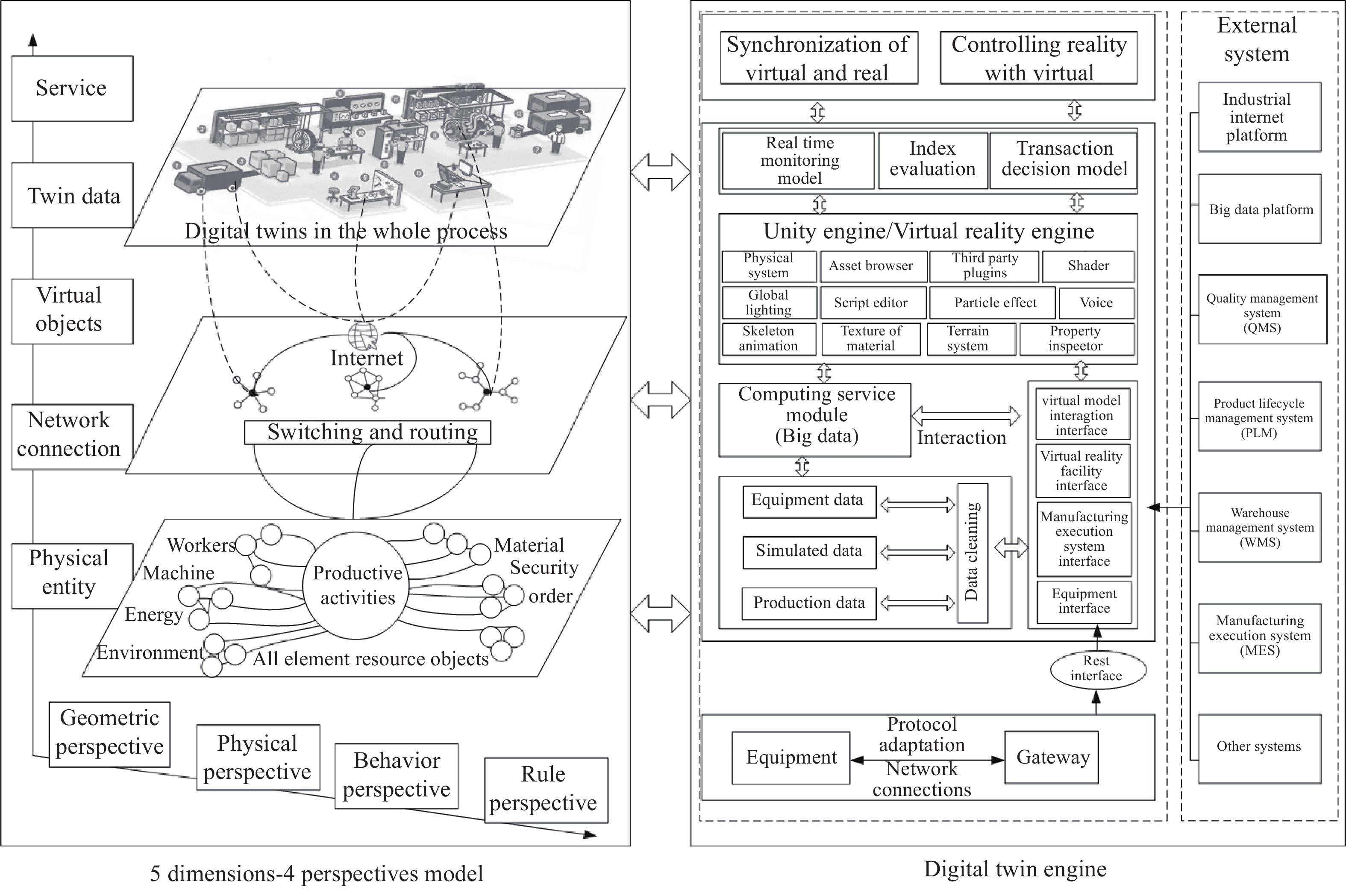
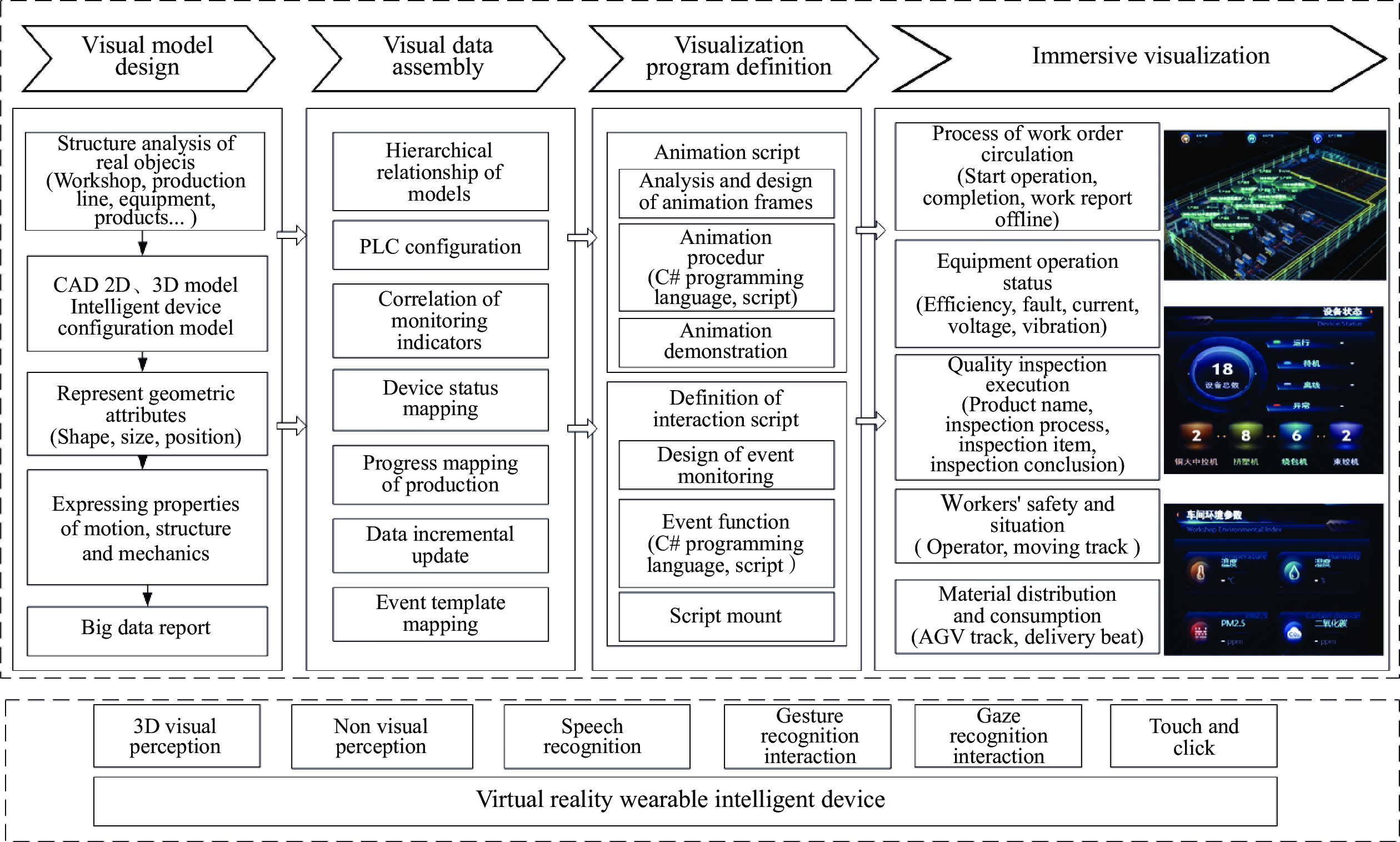
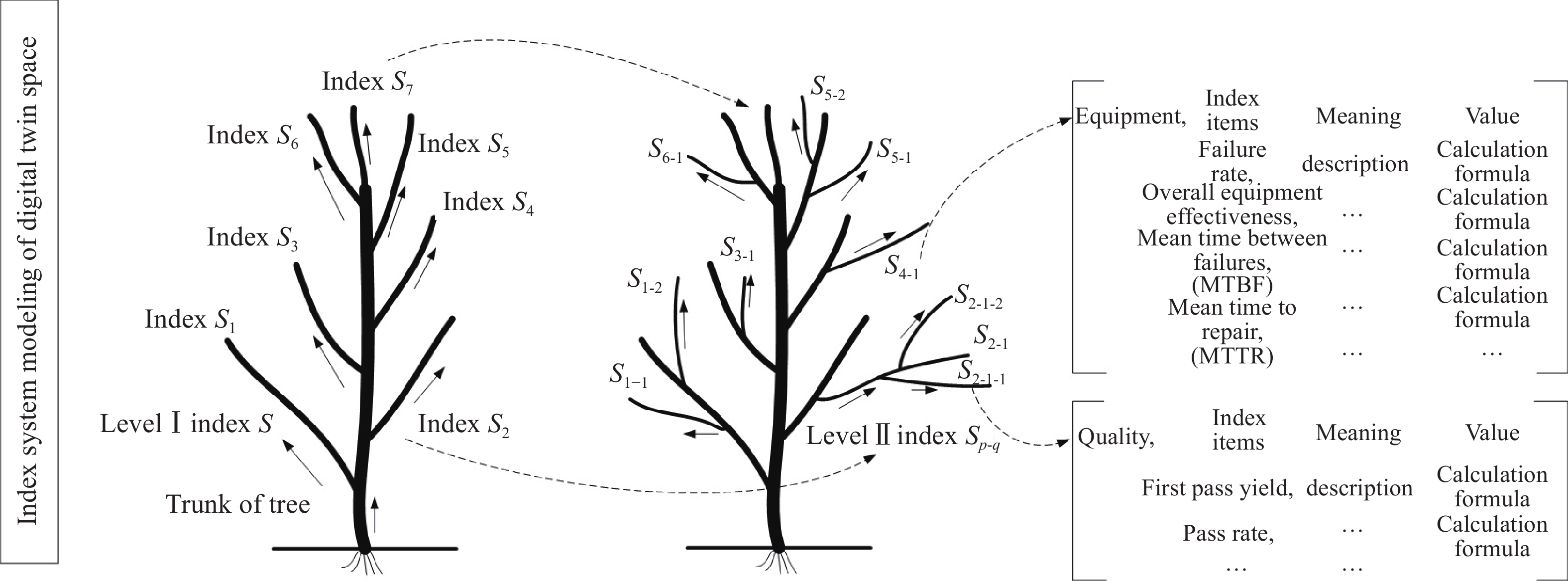
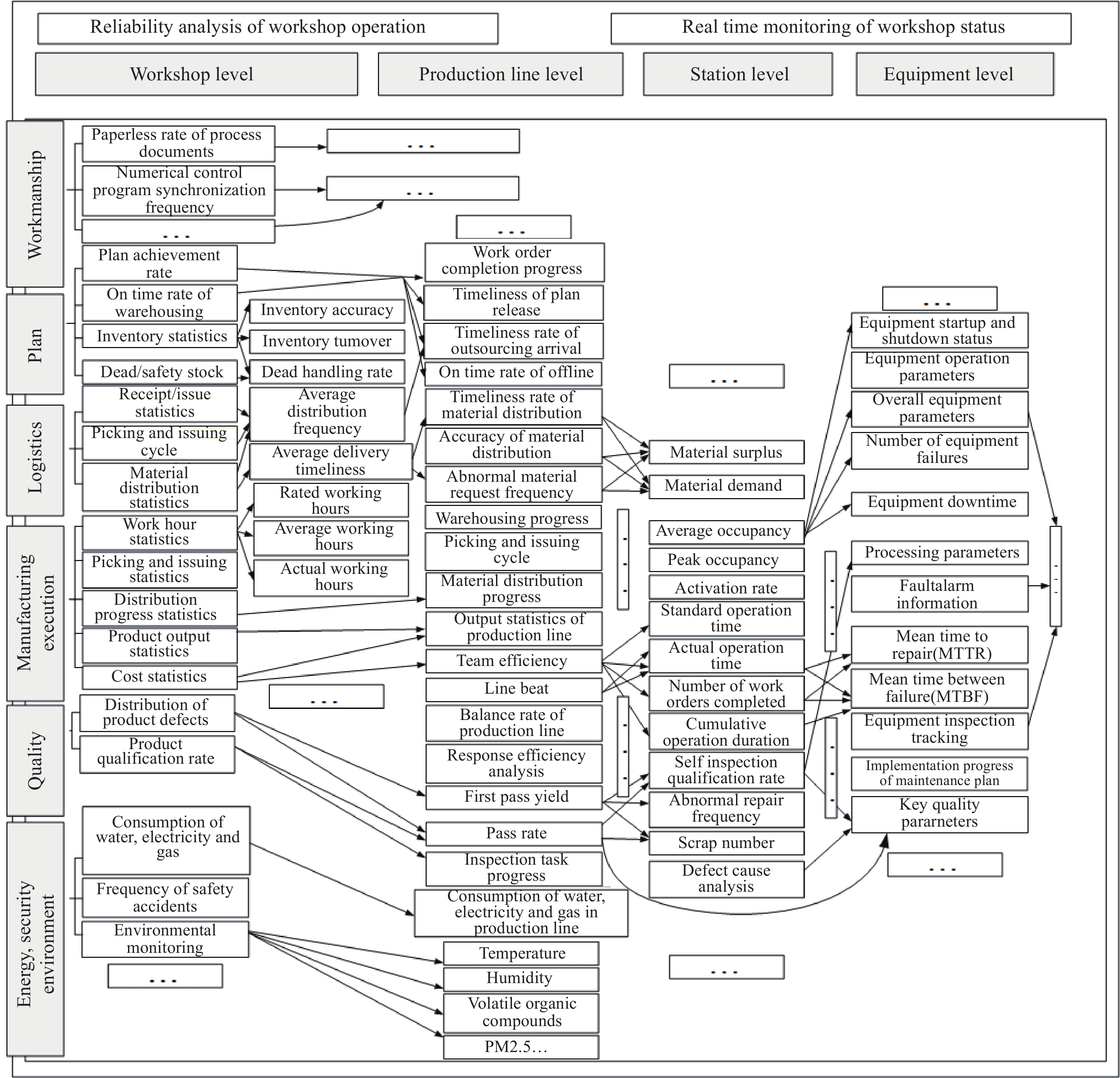
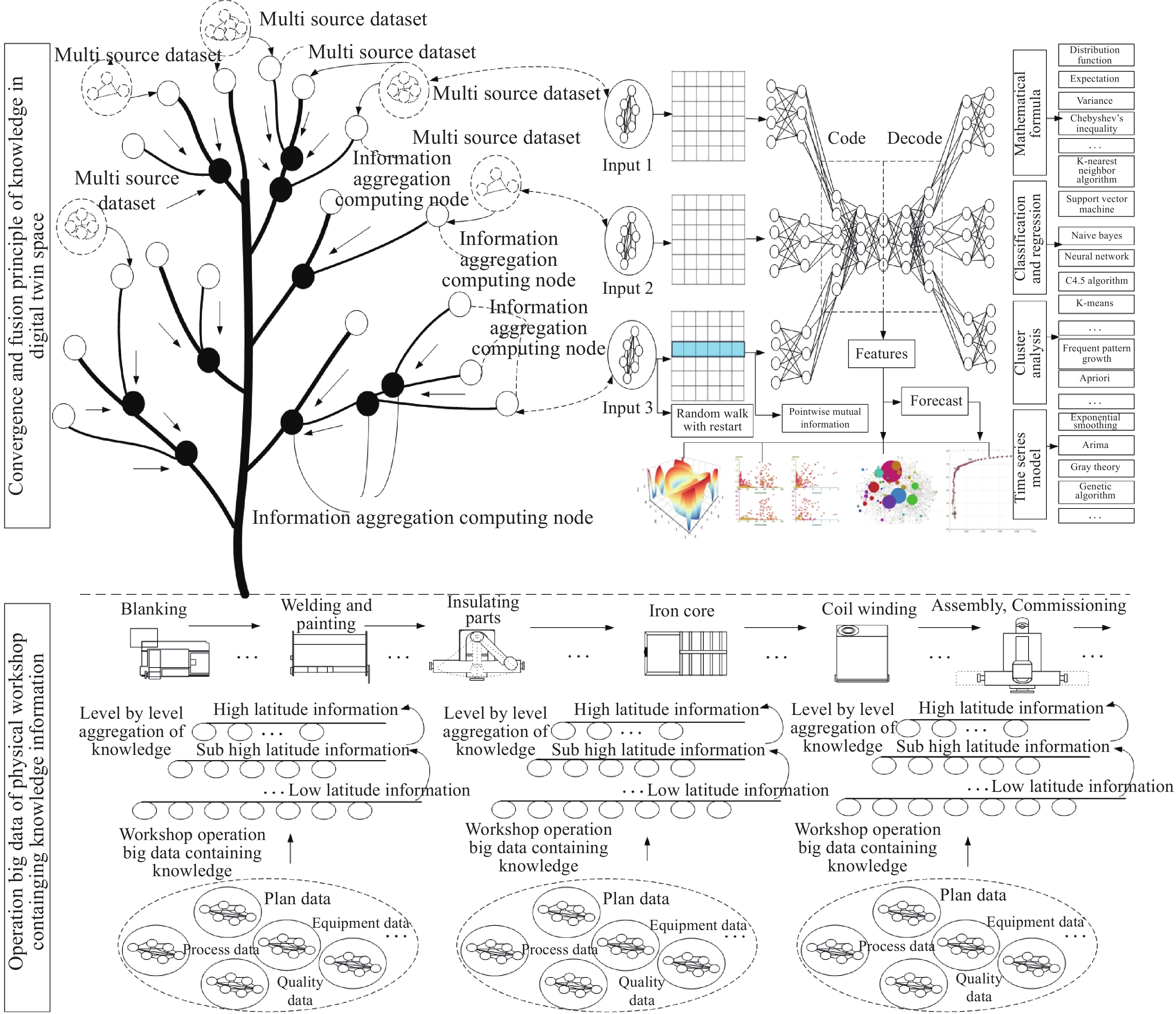
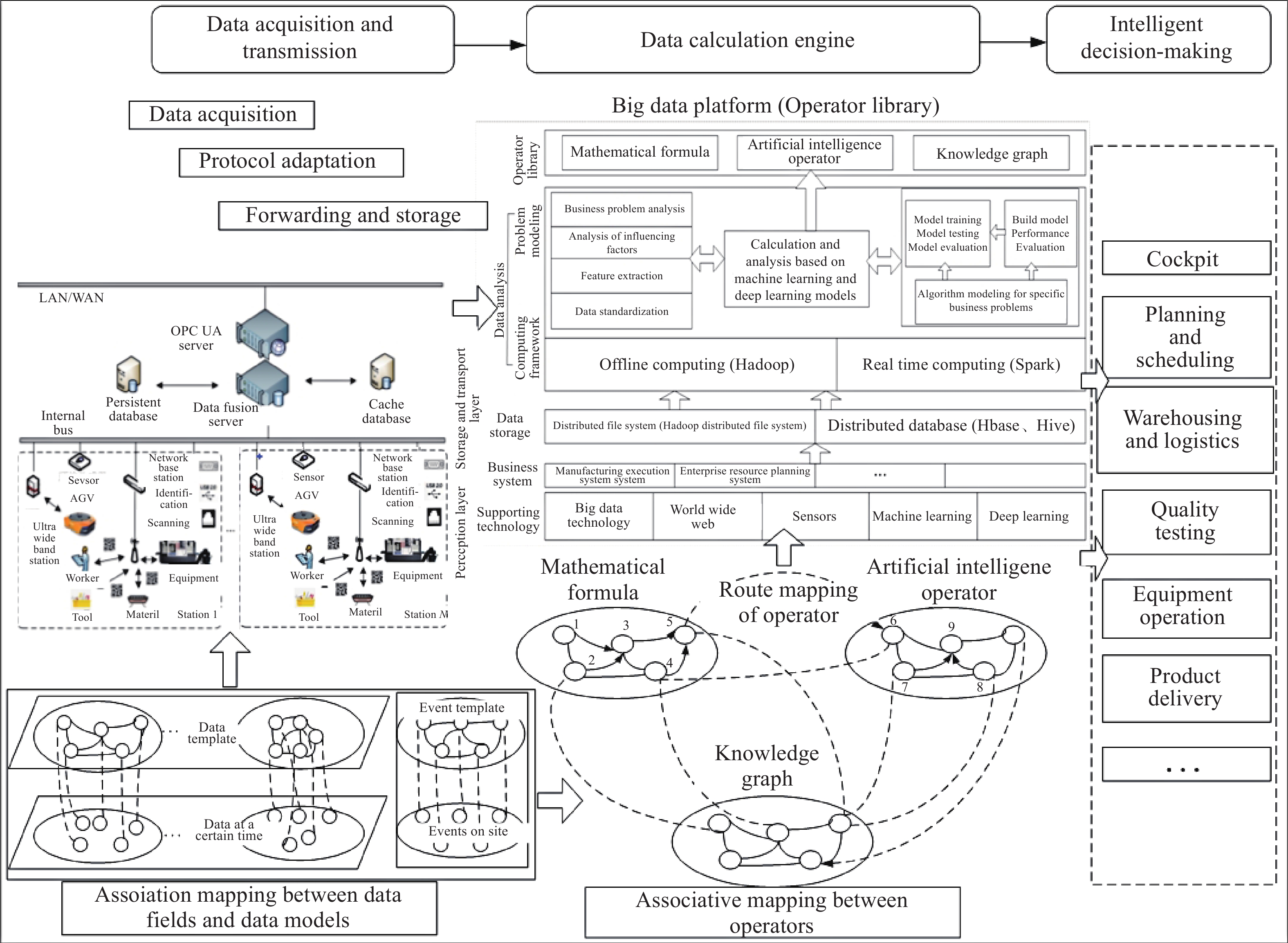
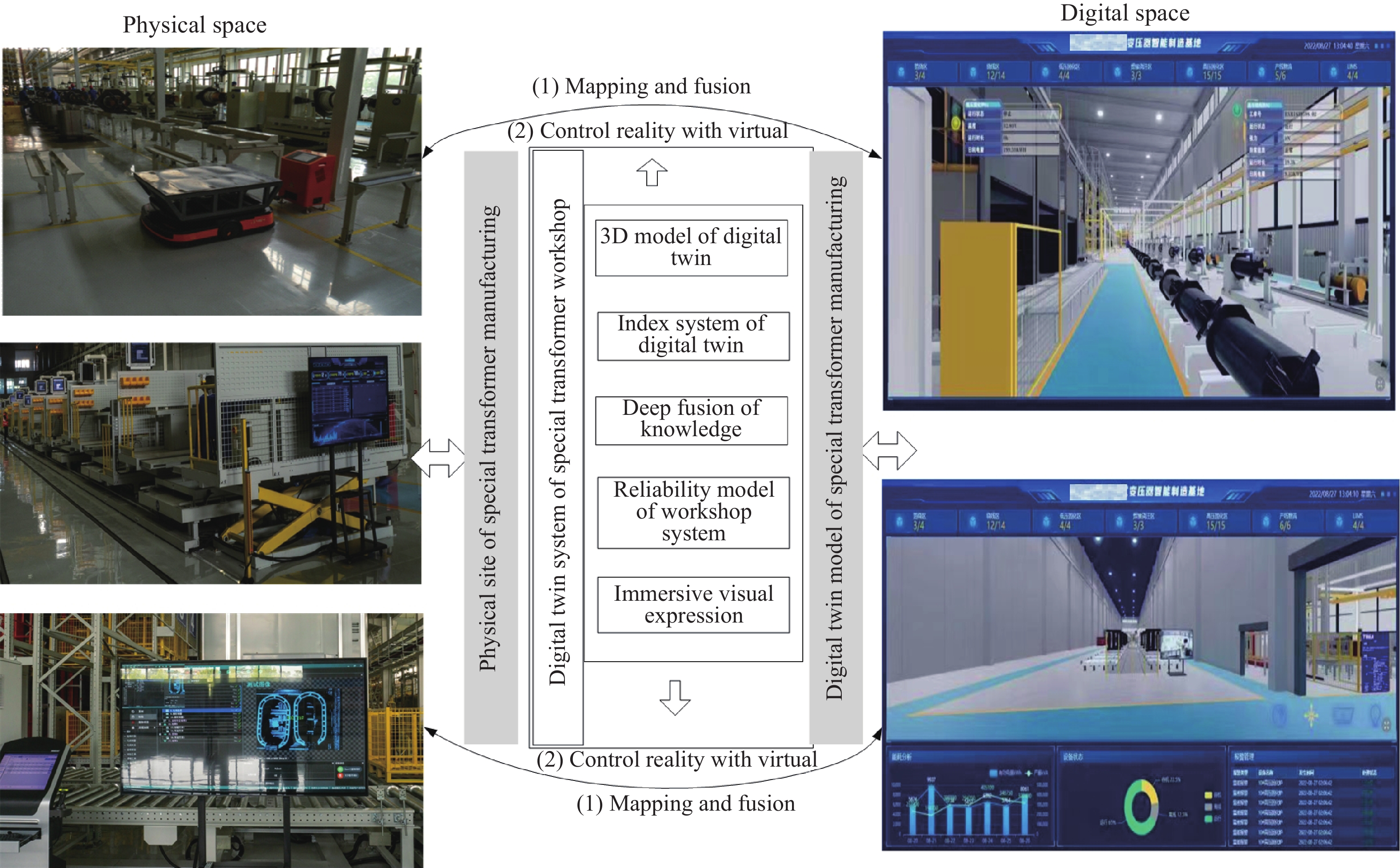
Abstract: To address the weak real-time control, poor decision-making ability, nonintuitive process monitoring, and unclear operation situation problems in a special transformer production workshop, a new digital twin system architecture is discussed for the workshop, focusing on digital twin modeling, knowledge information fusion, operation reliability analysis, and visual representation. The modeling and expression of the digital twin were based on the “Five dimensions–Four perspectives” engine, where the “Five dimensions” refer to physical entities, virtual objects, twin data, connection mapping, and services and the “Four perspectives” refer to geometric, physical, behavioral, and rule models, with high-performance computing power and immersive visualization technology. This paper describes the method of 3D modeling, data mapping, computing power development, and visual expression for the digital twin. A deep fusion method between knowledge and digital twin was studied based on the principle of tree growth. This model includes two key parts. First, a design of the index system having a hierarchical structure based on the principle of tree growth was proposed. Indices were divided into four levels—workshop, production line, station, and equipment levels—based on the workshop scale, vertically constituting the main branches of the index tree model. From the perspective of the life cycle of production activities, indices were divided into planning parameters, process parameters, work order parameters, quality parameters, equipment parameters, and so on. Thus, a complete index system of the digital twin workshop was established. Furthermore, the photosynthesis and the transport of organic products in the tree were simulated by formally describing the deep fusion mechanism of knowledge and digital twin in transformer workshops, and diverse intelligent computing units were built to mine knowledge and identify information from disorganized workshop operation big data. Finally, a multilevel and complex model was constructed to integrate the knowledge and digital twin of a special transformer workshop based on the computation model, and the real-time monitoring and control of the workshop were realized. An operational reliability analysis model of the digital twin system for special transformer workshops based on composite matter element information entropy was also proposed, which combines the analytical hierarchy process and the correlation entropy method. A composite matter element model was systematically built based on the historical operational data of the transformer workshop, which can be used for the real-time monitoring of the operational reliability and the evolution of any trends in the operational parameters. Thus, a prototype digital twin system was developed, and its rationality and effectiveness were verified using the special transformer workshop as the application case. The research results have an outstanding reference for the construction of digital twin systems and the intelligent management of transformer workshops.
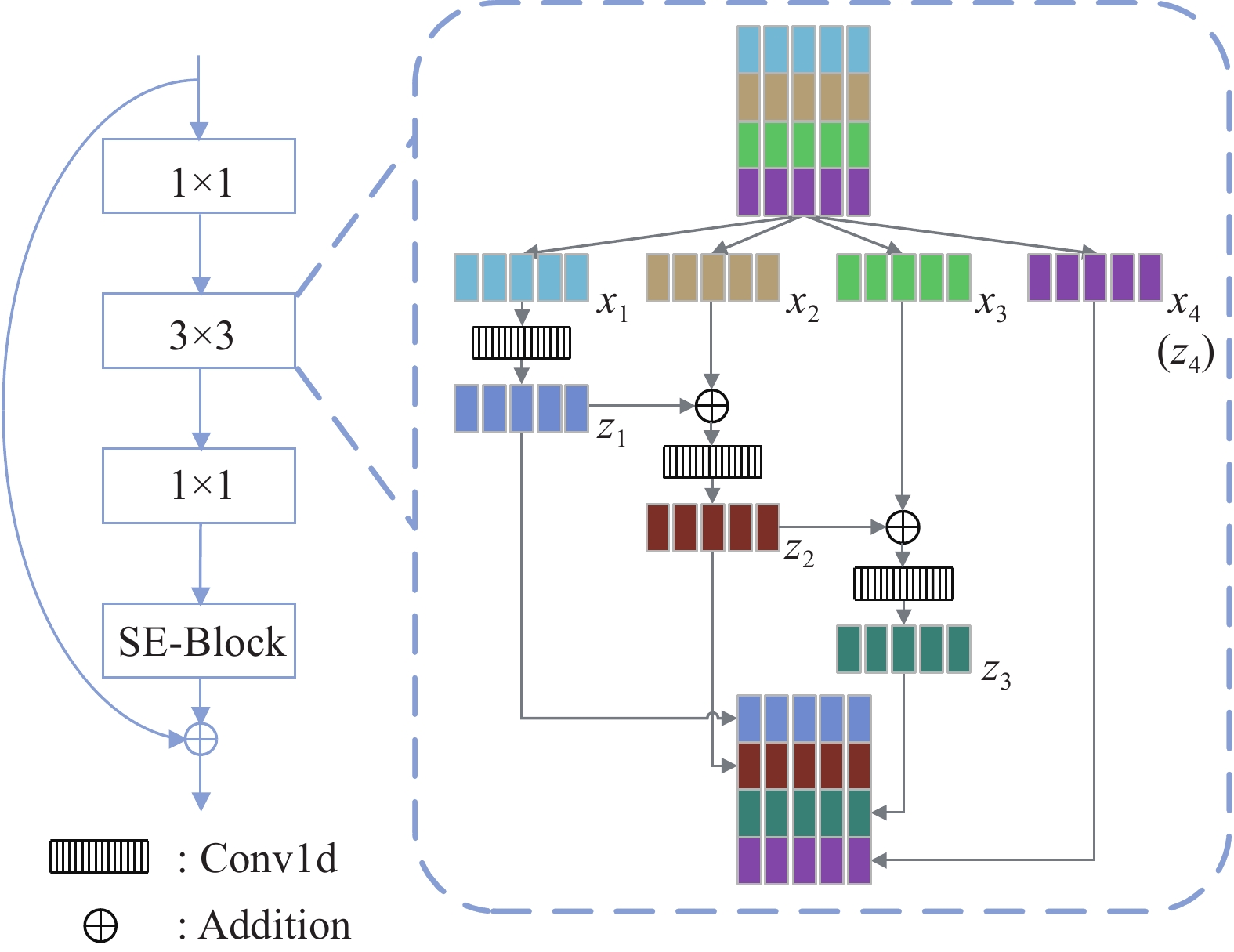
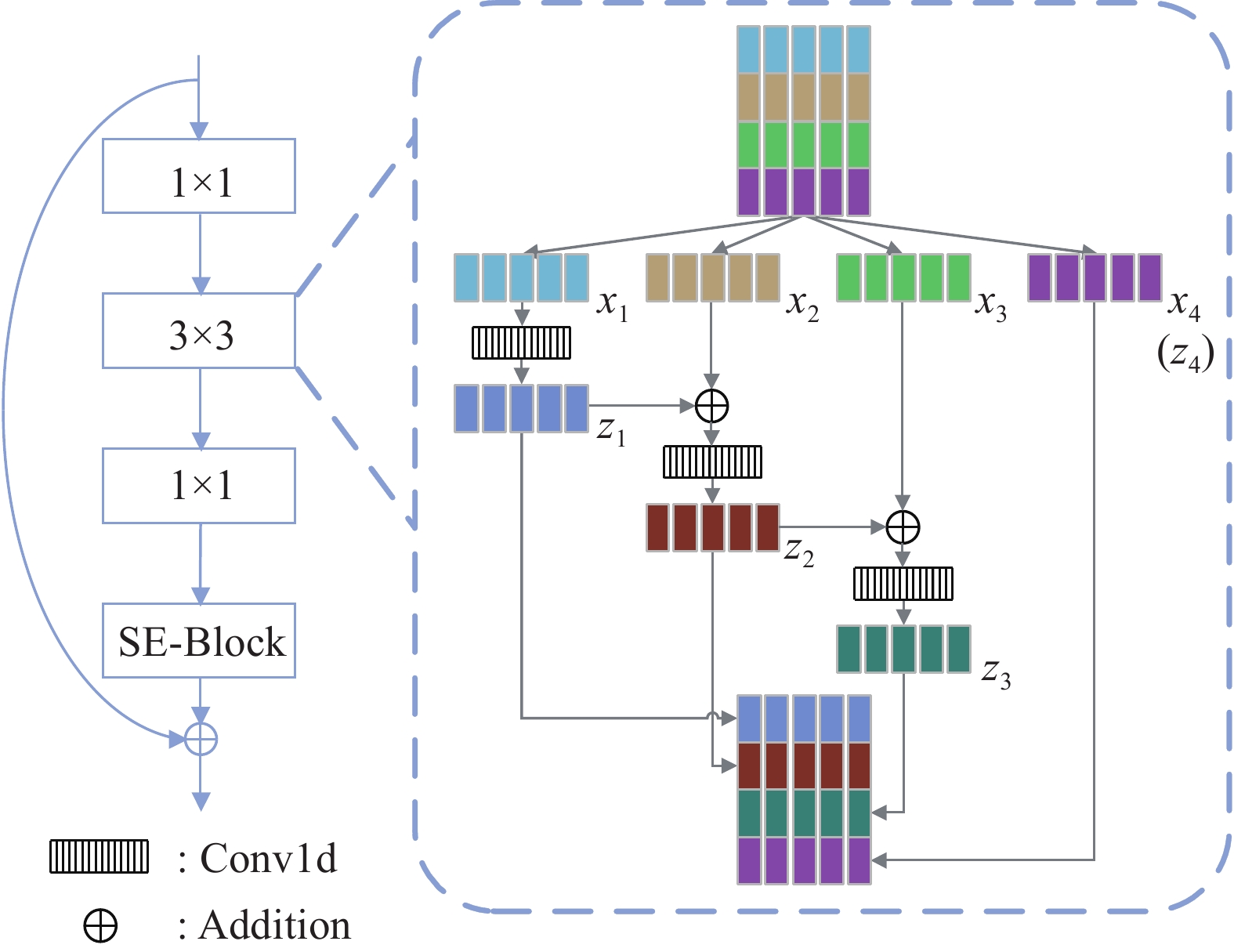
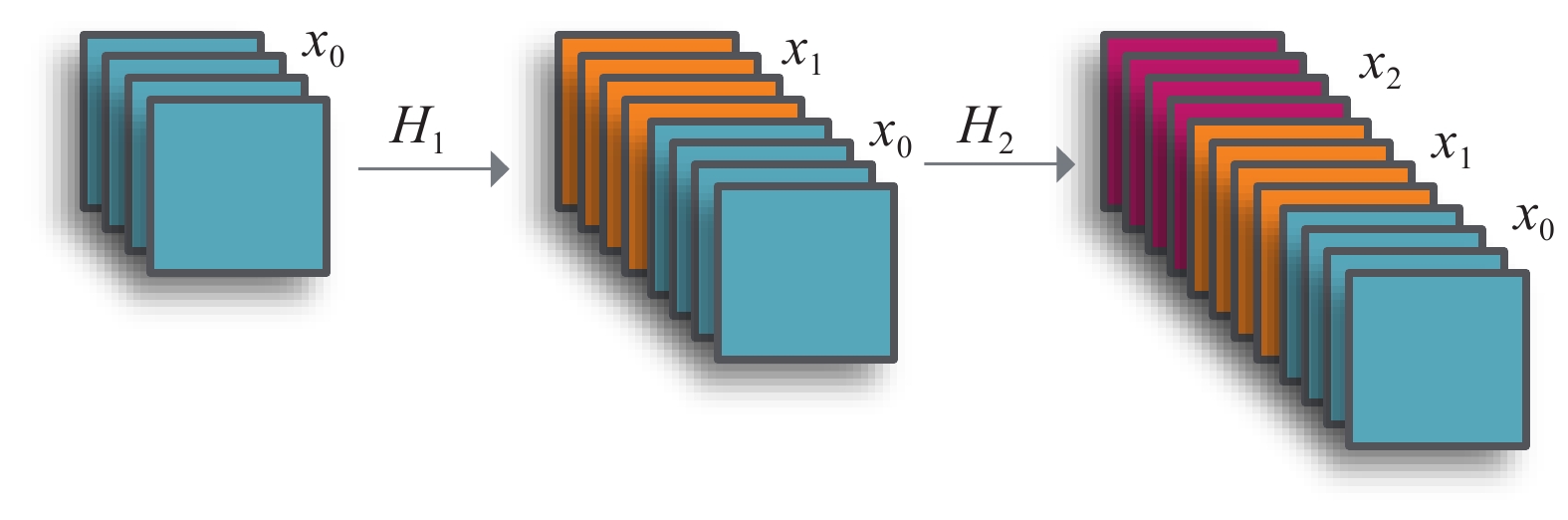
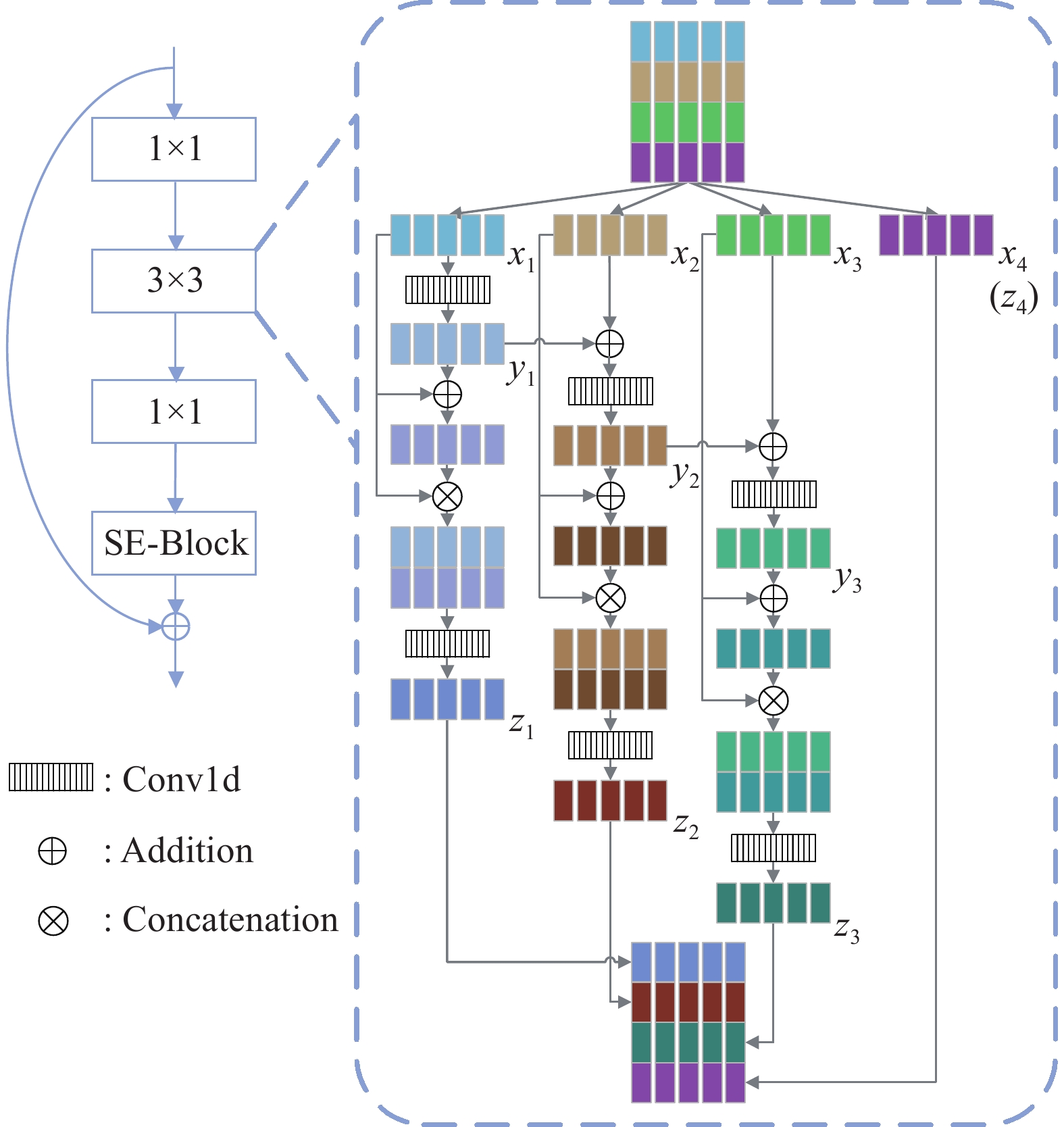
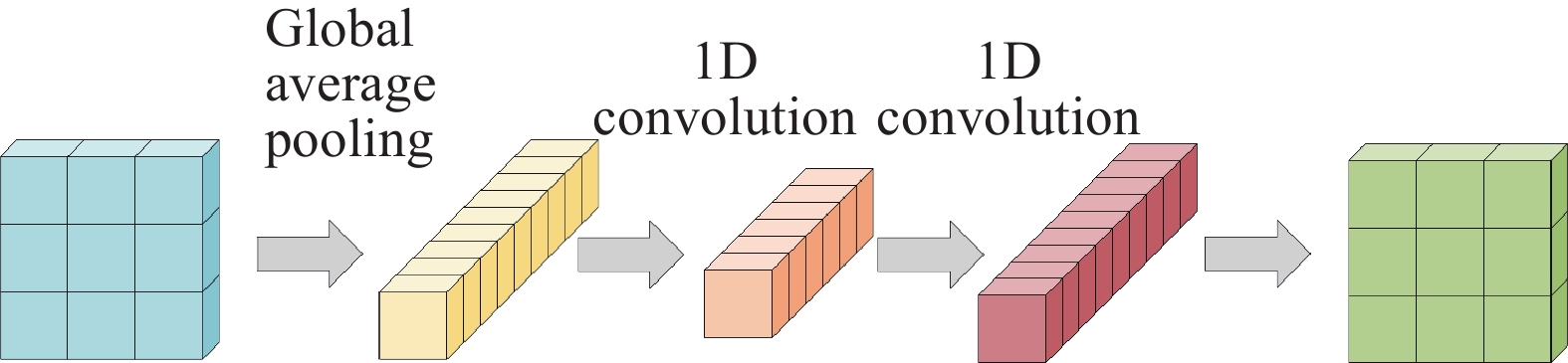
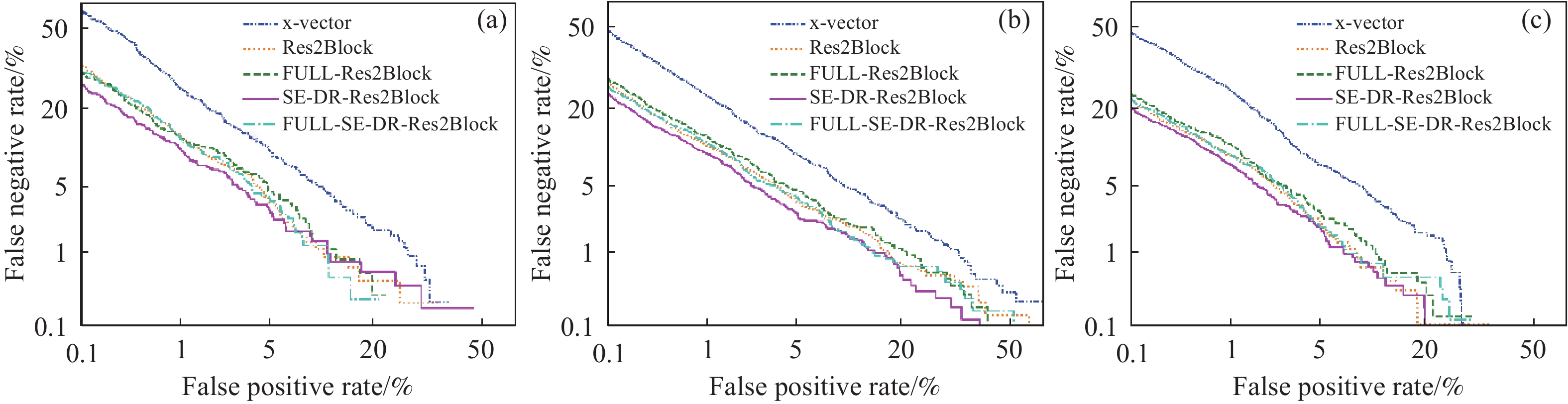
Abstract: Aiming at the problems of insufficient feature expression ability and weak generalization ability of the traditional Res2Net model in the field of voice print recognition, this paper proposes a feature extraction module known as the SE-DR-Res2Block, which combinedly uses dense connection and residual connection. The combination of low-semantic features with spatial information characteristics allows focusing more on detailed information and high-semantic information that concentrates on global information as well as abstract features. This can compensate for the loss of some detailed information caused by abstraction. First, the feature of each layer in the dense connection structure is derived from the feature output of all previous layers to realize feature reuse. Second, the structure and working principle of the ECAPA-TDNN network using traditional Res2Block is introduced. To achieve more efficient feature extraction, the dense connection is used to further realize full feature mining. Based on SE-block, a more efficient feature extraction module, SE-DR-Res2Net, is proposed by combining the residual join and dense links. As compared to the traditional SE-Block structures, the convolutional layers are used here instead of fully connected layers. Because they not only reduce the number of parameters needed for training but also allow weight sharing, thereby reducing overfitting. Therefore, effective extraction of feature information from different layers is essential for obtaining multiscale expression as well as maximizing the reuse of features. During the collection of more scale-specific feature information, a large number of dense structures can lead to a dramatic increase in parameters and computational complexity. By using partial residual structures instead of dense structures, we can effectively prevent the dramatic increase in parameter quantity while maintaining the performance to a certain extent. Finally, to verify the effectiveness of the module, SE-Res2block, Full-SE-Res2block, SE-DR-Res2block, and Full-SE-DR-Res2block are adopted based on the different network models. Voxceleb1 and SITW (speakers in the wild) datasets were used for Voxceleb1 and SITW, respectively. The performance comparison of Res2Net-50 models with different modules on the Voxceleb1 dataset shows that SE-DR-Res2Net-50 achieves the best equal error rate of 3.51%, which also validates the adaptability of this module on different networks. The usage of different modules on different networks, as well as experiments and analyses conducted on different datasets, were compared. The experimental results showed that the optimal equal error rates of the ECAPA-TDNN network model using SE-DR-Res2block had reached 2.24% and 3.65%, respectively. This verifies the feature expression ability of this module, and the corresponding results based on different test data sets also confirm its excellent generalization ability.
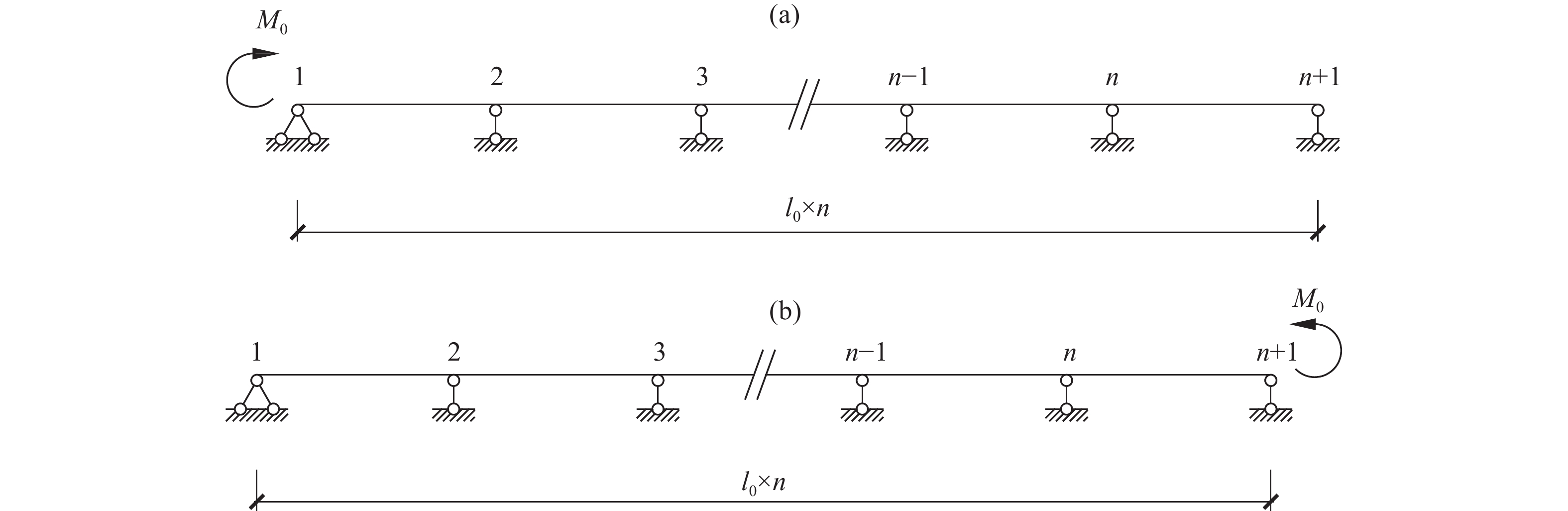
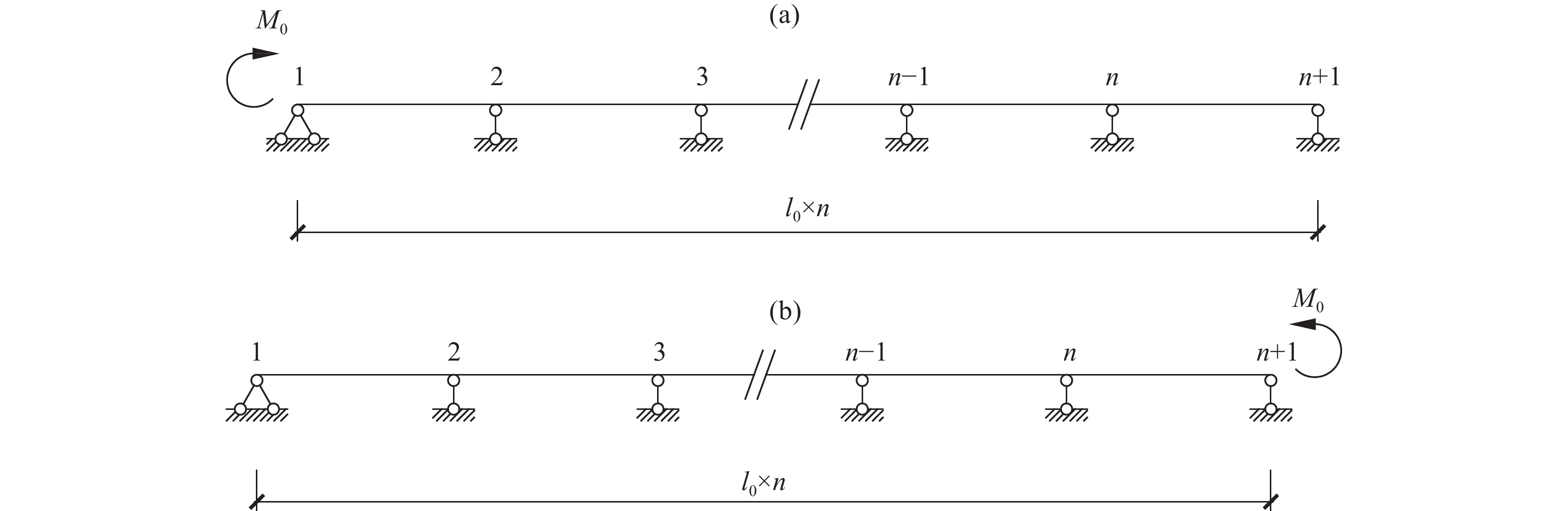
Abstract: Solving the deformation and internal force of a prismatic multispan continuous beam of equal spans is a fundamental and classic problem in the area of civil engineering. Based on the Euler–Bernoulli beam theory, this paper presents unified analytical formulas to calculate the member-end rotation and bending moment of prismatic continuous beams of equal spans. First, simple closed-form expressions to determine the beam-end rotational stiffness of an equal-span prismatic continuous beam comprising any number of spans are derived using the displacement method in structural mechanics and the auxiliary series in mathematics. Furthermore, the rotational stiffness formulas are used to derive the analytical formulas for determining the joint rotation and bending moment at the supports of continuous beams subjected to various types of static loads and actions, such as a single point load applied at mid-span, distributed load applied over the span length, and differential temperature change between the top and bottom surfaces of the beam. Moreover, the implications of the proposed formulas on some interesting academic problems are thoroughly discussed. It is observed that as the number of spans goes infinity, the beam-end rotational stiffness of an equal-span prismatic continuous beam approaches the upper limit of $ 2\sqrt{\text{3}} $i0, where i0 denotes the linear stiffness, which is the product of the modulus of elasticity (E) and the moment of inertia (I) divided by the length (l0) of the member of single-span beams. For equal-span prismatic continuous beams with various spans, the analytical formulas of the joint rotation and bending moment at the supports have unified expressions, while the difference between formulas for different static loads and actions is solely dependent on the fixed-end bending moment of single-span beams. This set of formulas reveals the advantages of concise form, general applicability, and convenient calculation. They can reveal the influence of the number of spans on the mechanical characteristics of continuous beams and analyze real-world engineering problems, such as optimization of the launching noses for incrementally launched bridges. Additionally, the proposed formulas in this paper can serve as an important reference for course teaching in the area of structural mechanics.
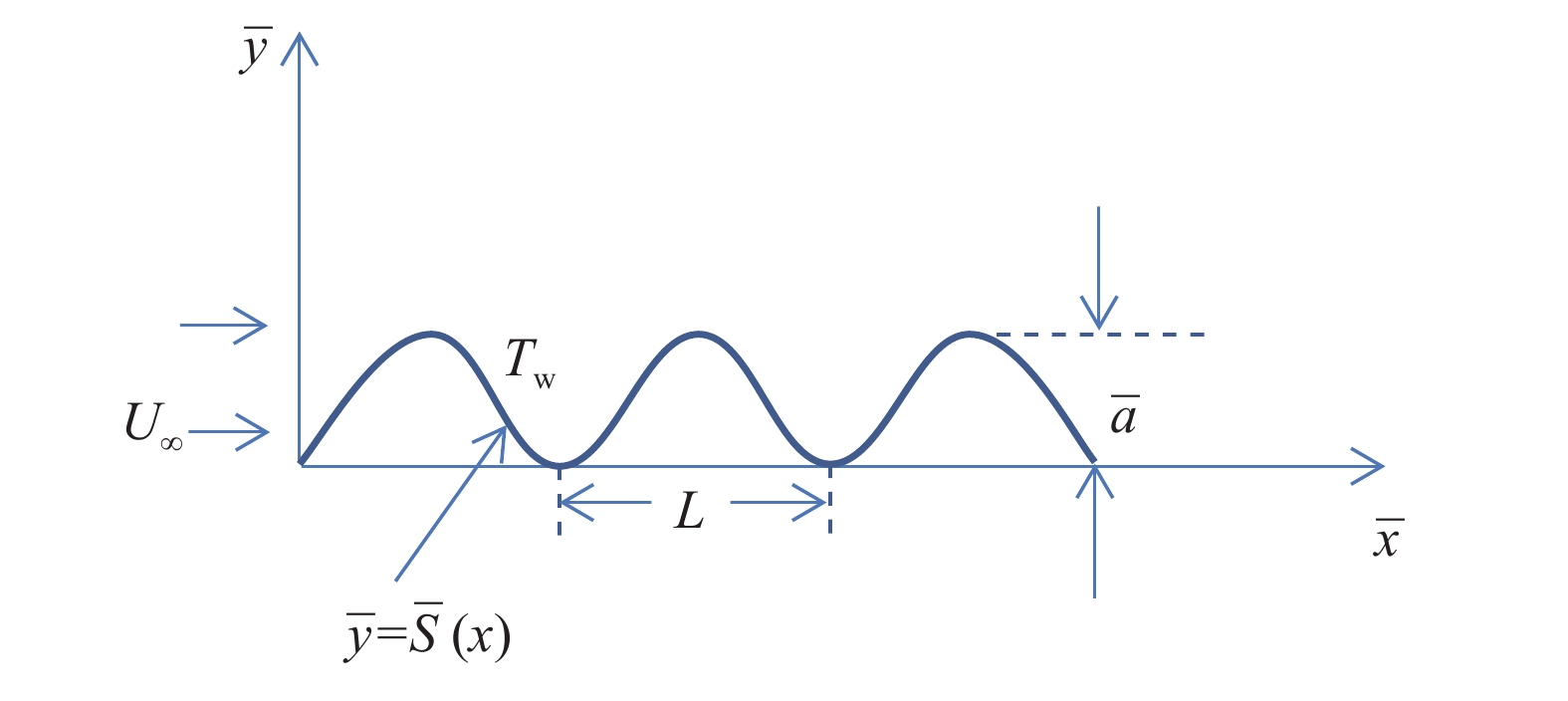
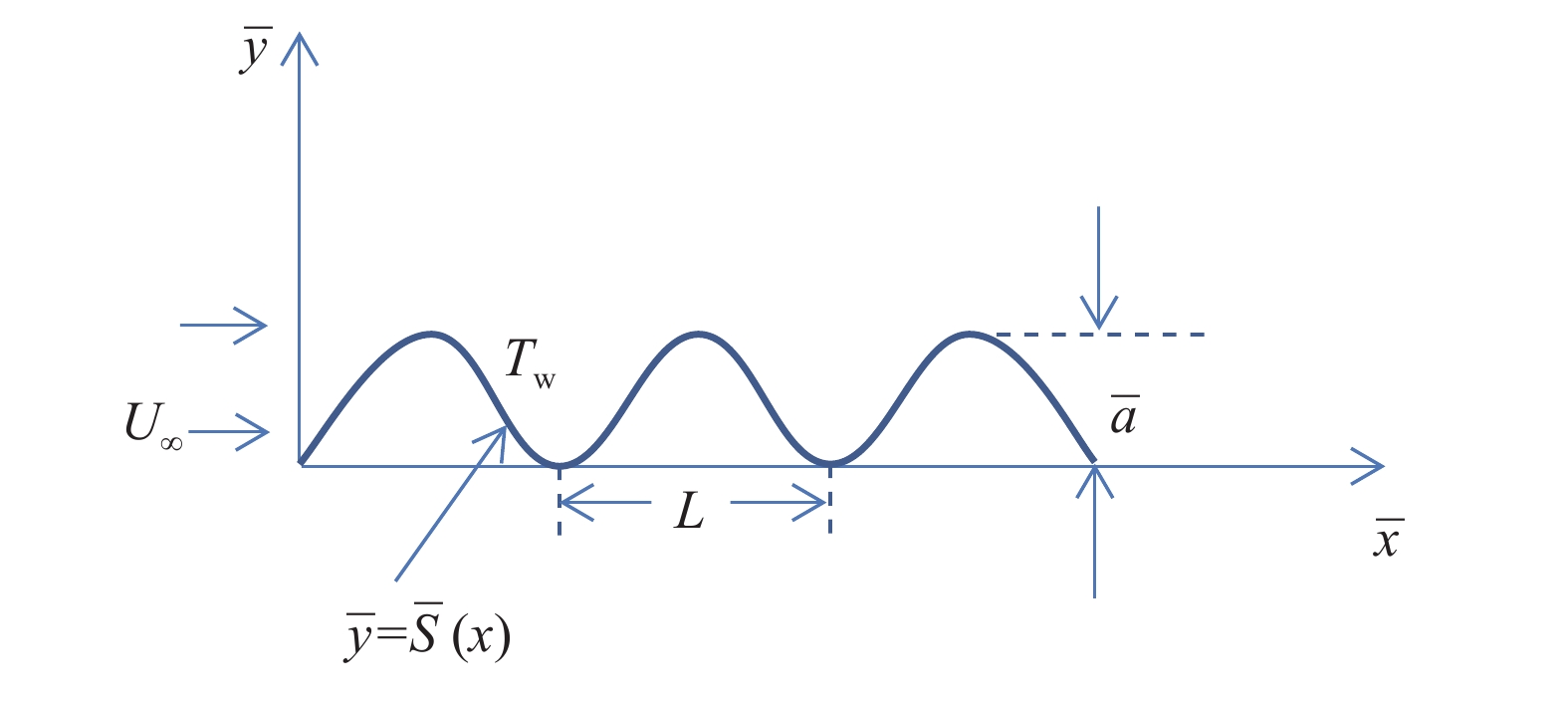
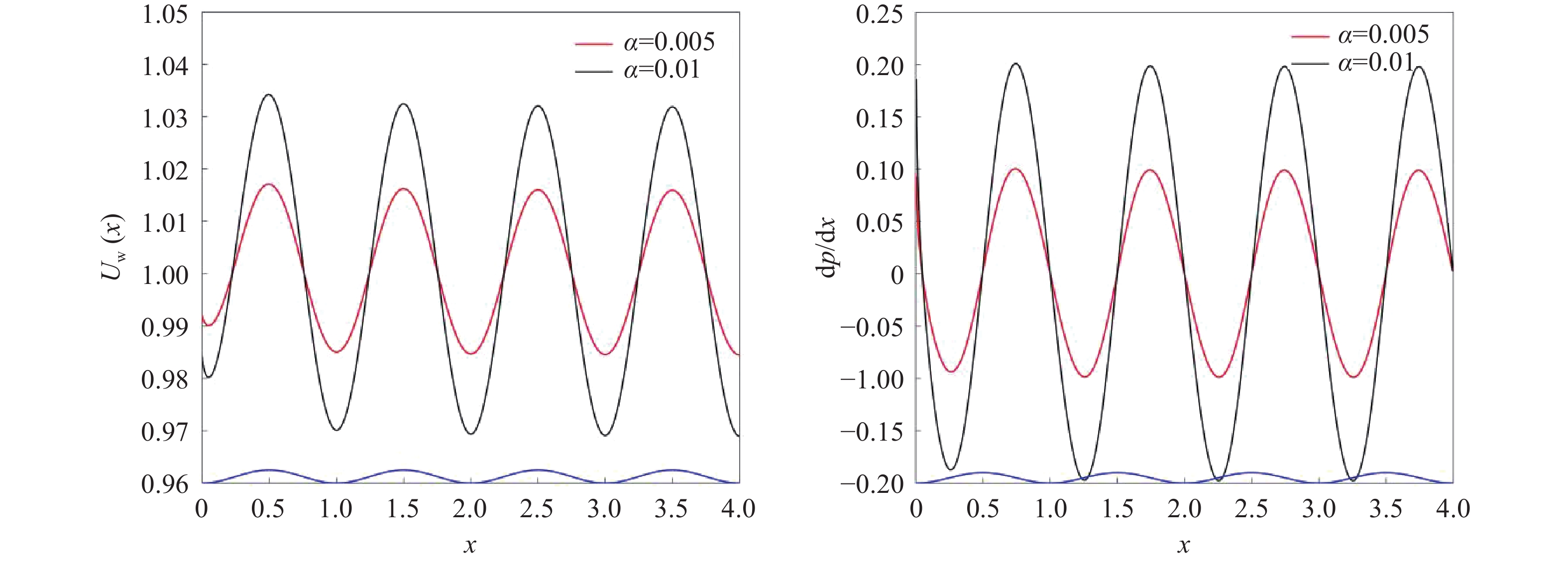
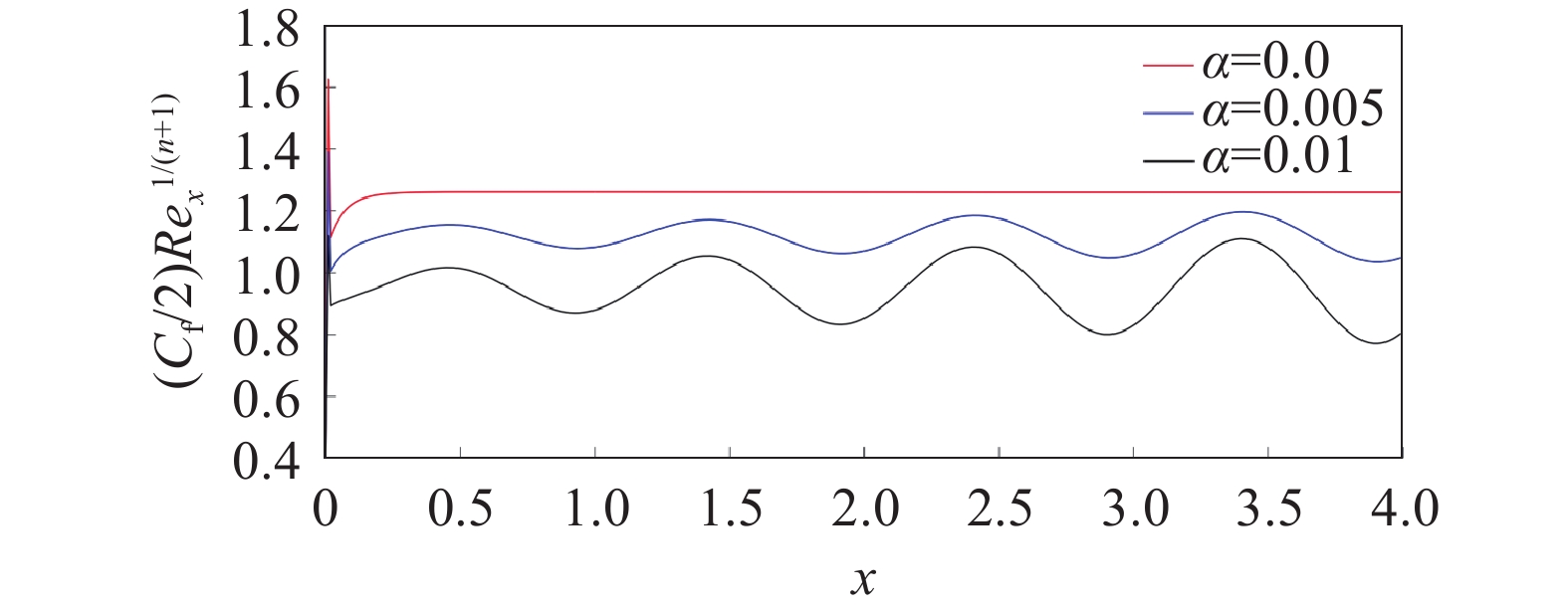
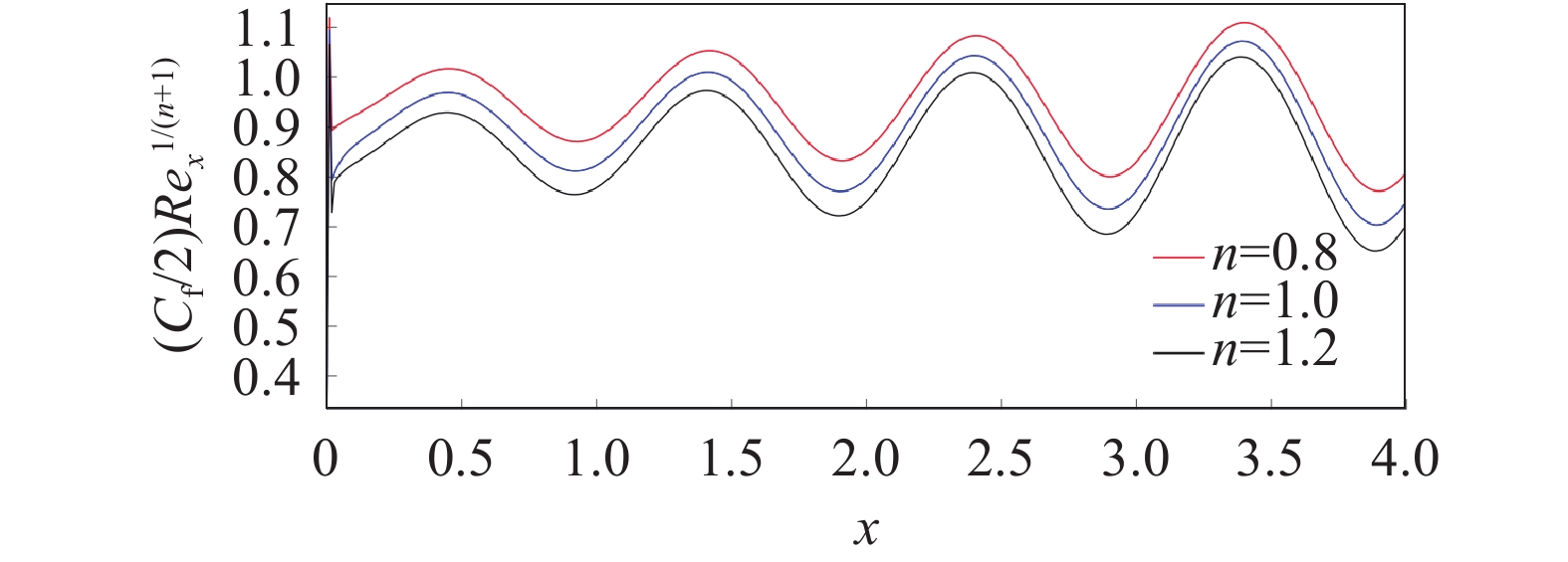
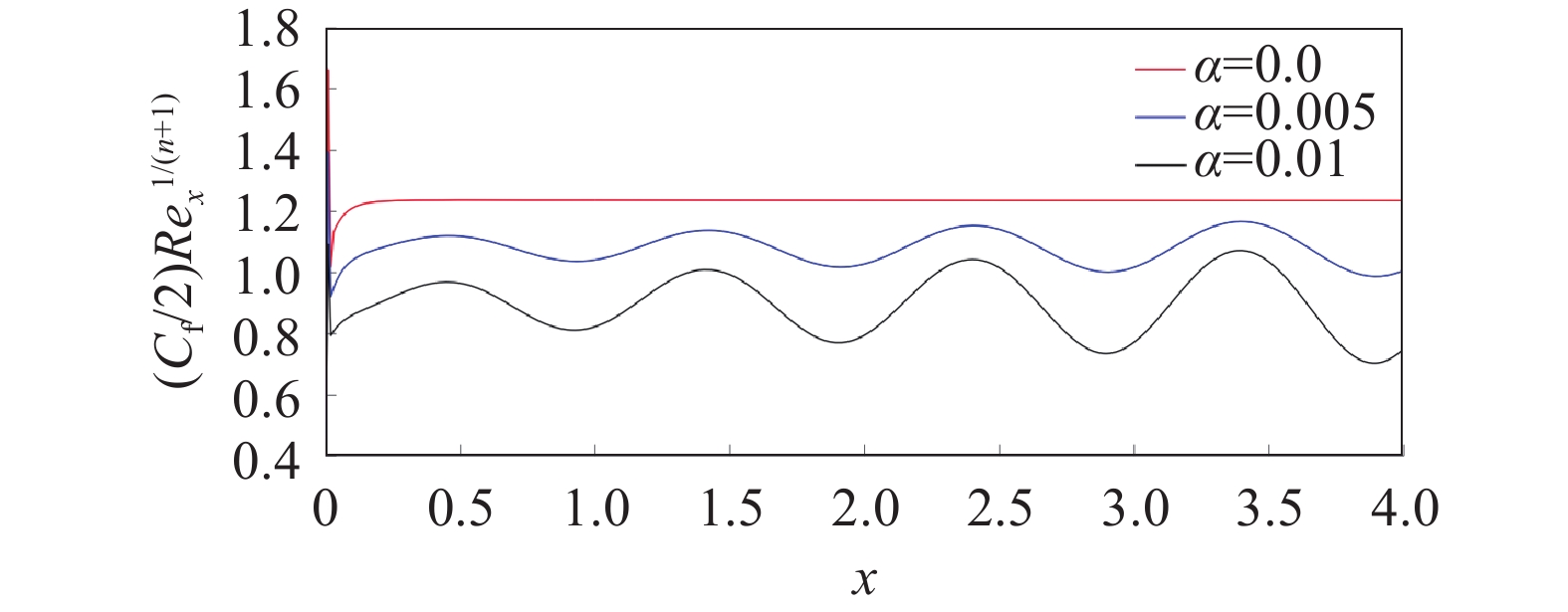
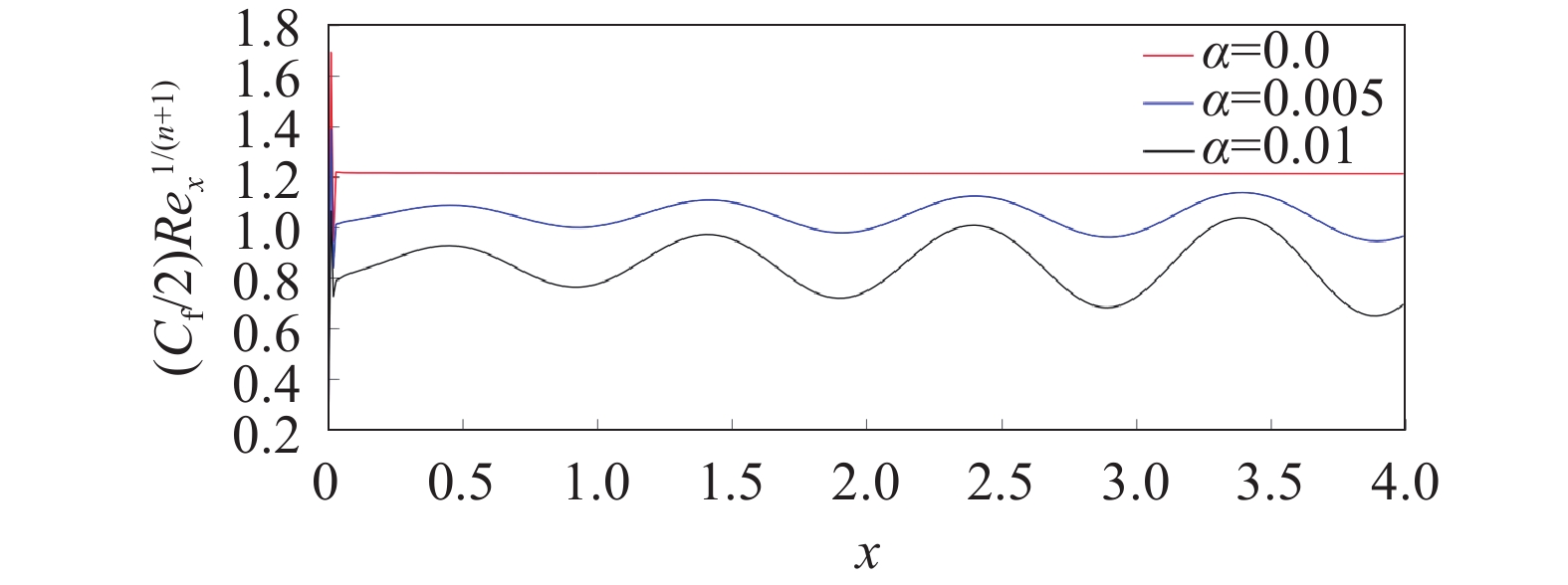
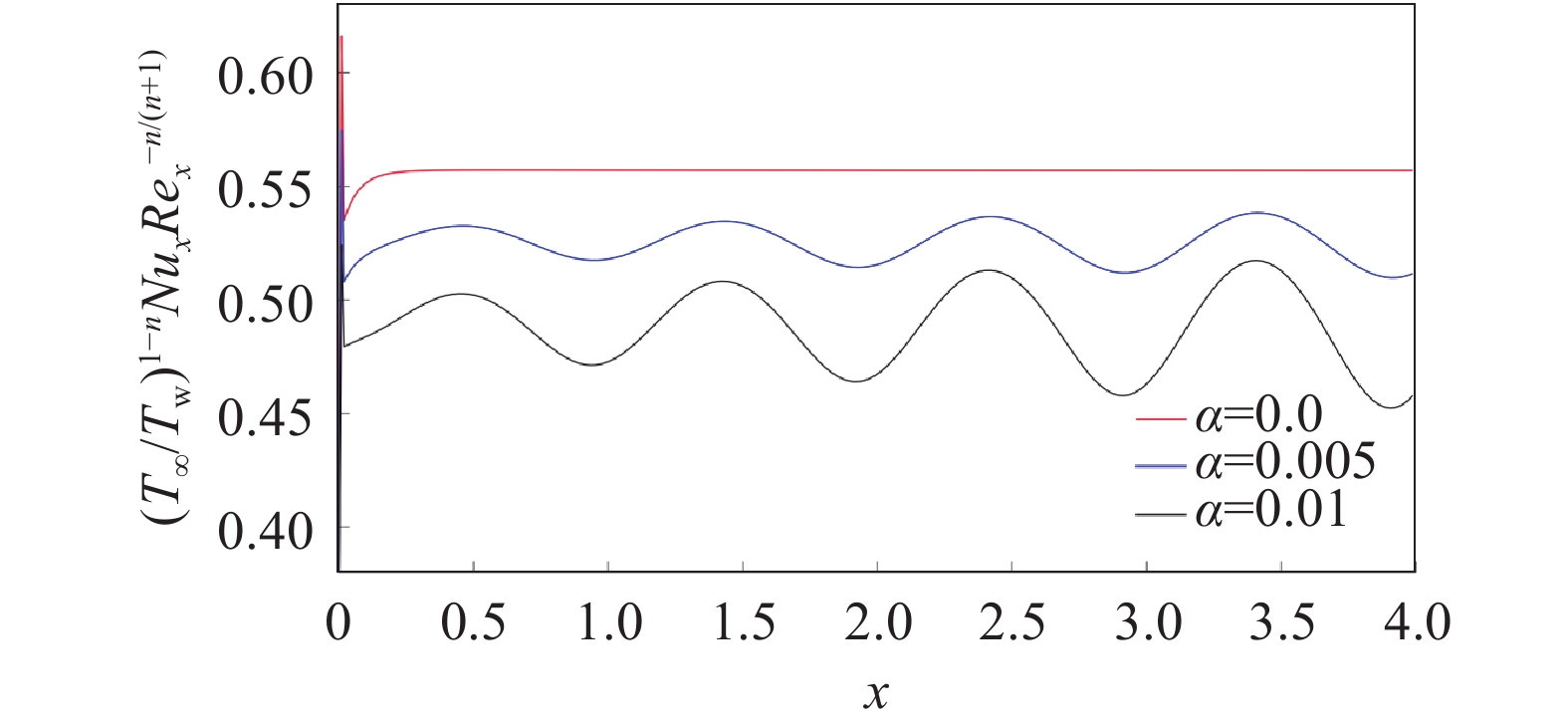
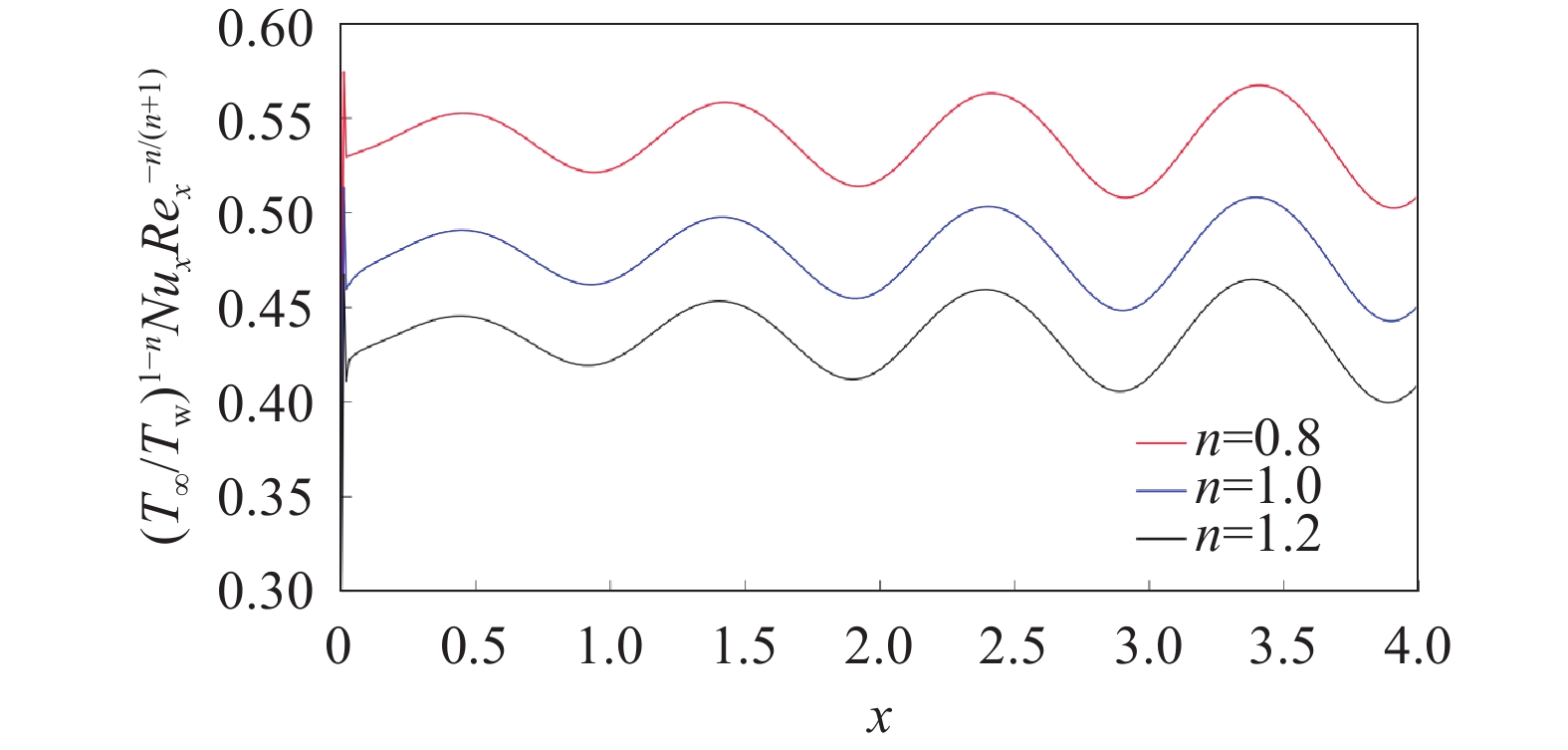
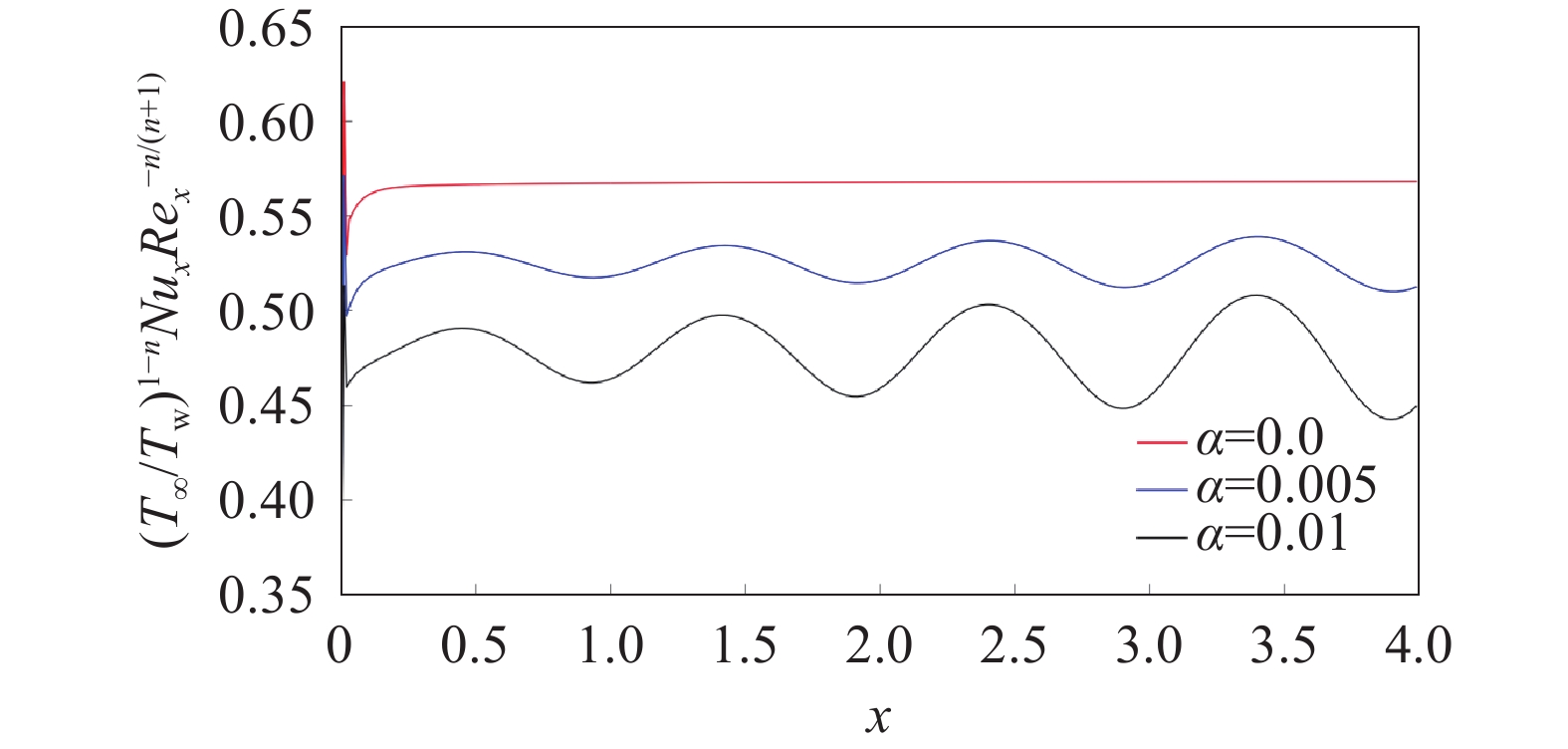
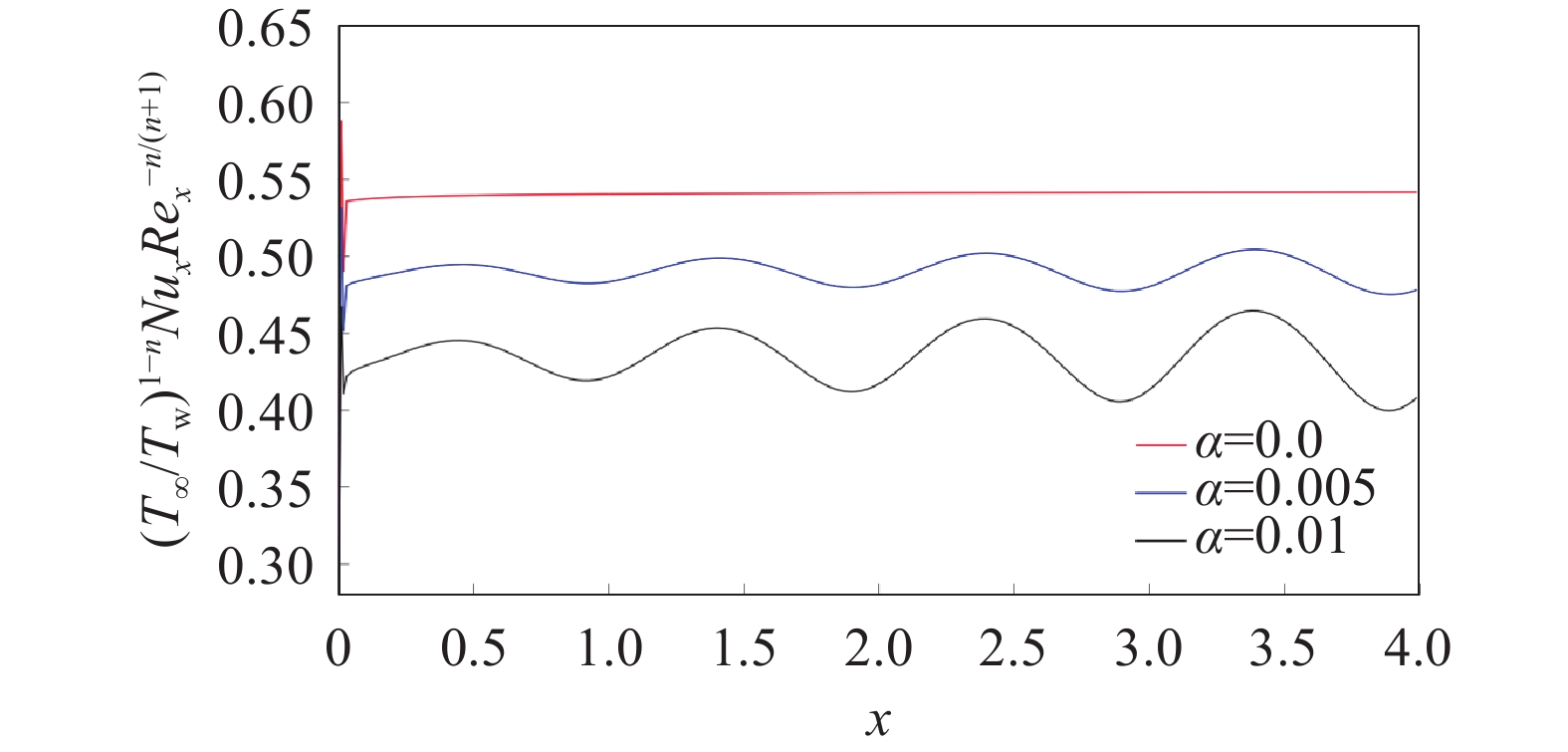
Abstract: Power-law fluids have recently received increasing attention because of their applications in different industrial fields. In previous works, the energy and momentum equations for power-law fluids were considered the same as those for Newtonian fluids. However, as the heat transfer of fluids results from thermomolecular motions, the heat-transfer behavior of non-Newtonian power-law fluids should be different from that of Newtonian fluids. The flow of fluids on a smooth plate is a classical problem. In most situations, the plates are rough. In particular, in industrial fields, many plates are deliberately designed to be rough to enhance heat transfer. Herein, according to the Taylor expansion and boundary-layer theory, the boundary-layer equations for the Ostwald–de Waele power-law fluids with a variable thermal conductivity along a horizontal wavy surface are reduced to partial differential equations. An energy equation with a variable thermal conductivity is constructed, where the heat-conduction coefficient is assumed to be a power-law function dependent on the temperature gradient. Through the introduction of a series of transformations, including nondimensional and coordinate transformations, the original wavy-surface problem is transformed into a system of partial differential equations describing the flow problem with boundary conditions on a flat plate, which is solved numerically using the Keller-box method. The effects of some parameters, such as the amplitude–wavelength ratio $ \alpha $, power-law index $ n $, and generalized Prandtl number $ {N_{{\rm{zh}}}} $, on the local friction coefficient and heat-transfer coefficient are discussed. Numerical results show that the velocity of power-law fluids on the surface and pressure gradient varies periodically along the wavy plate. Furthermore, the cycles of the velocity and pressure gradients are the same as the one of the wavy-shape plate. The results show that the local Nusselt number and the friction coefficient vary periodically in a wavelike manner and increase gradually with the amplitude–wavelength ratio, although a sudden change exists near the zero point. With the increasing amplitude, the friction coefficient oscillates more considerably. With the increasing power-law index, the local Nusselt number decreases. For a special case in which the plate is flat, the local Nusselt number and friction coefficient are in a stable state for a short distance along the plate, although initial oscillations appear near the zero point. Owing to the effects of different parameters on the periodicity, the peak and trough of the local Nusselt number and friction coefficient are not consistent, despite occurring in the same cycle.
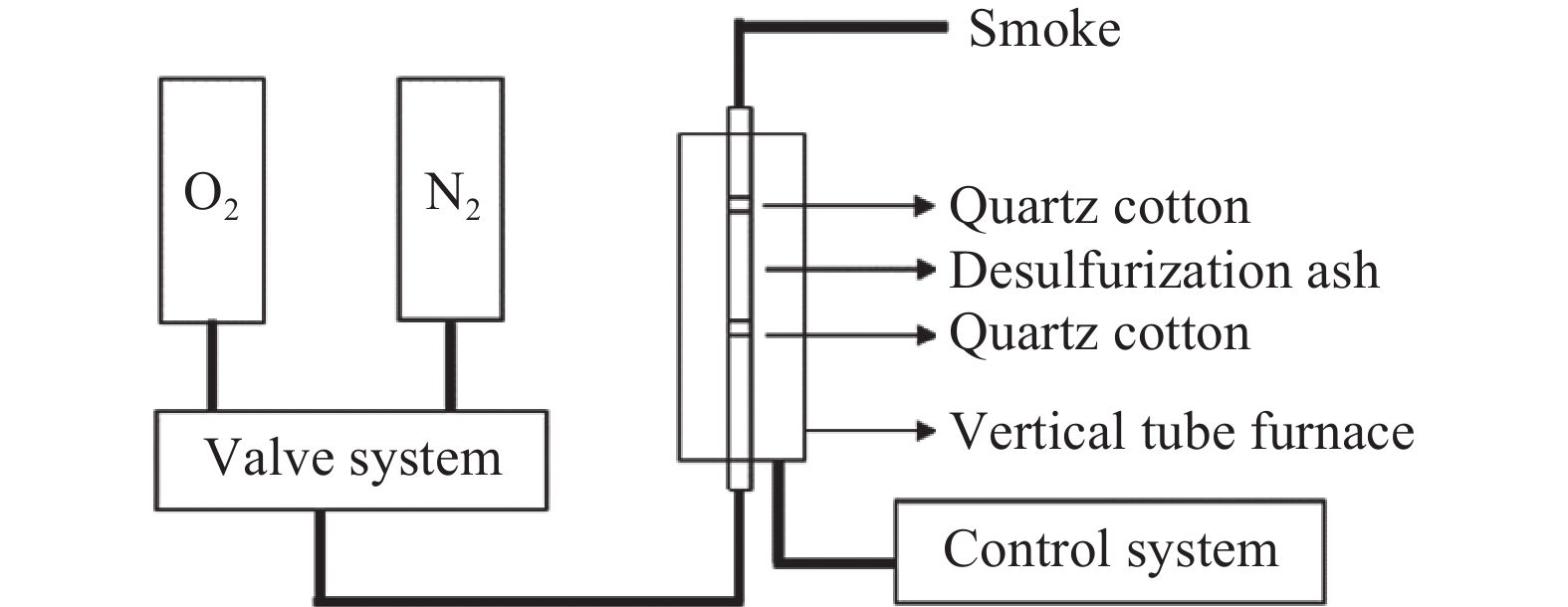
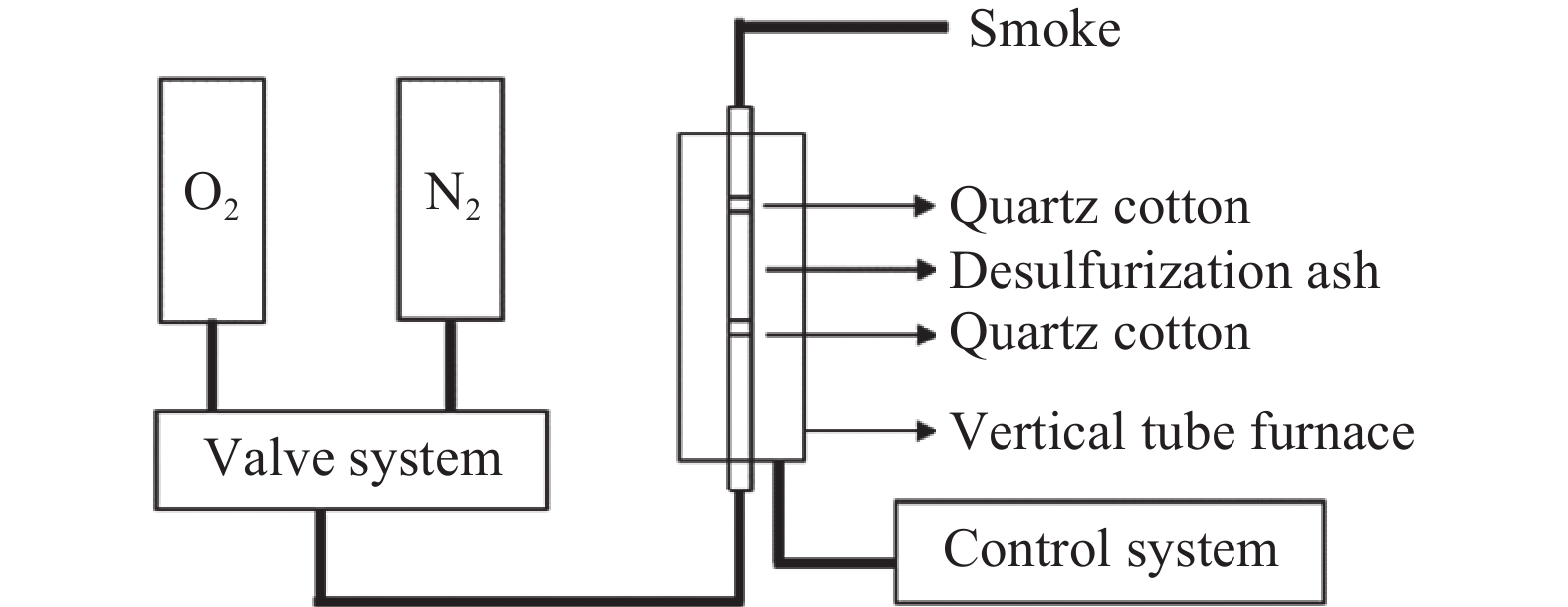
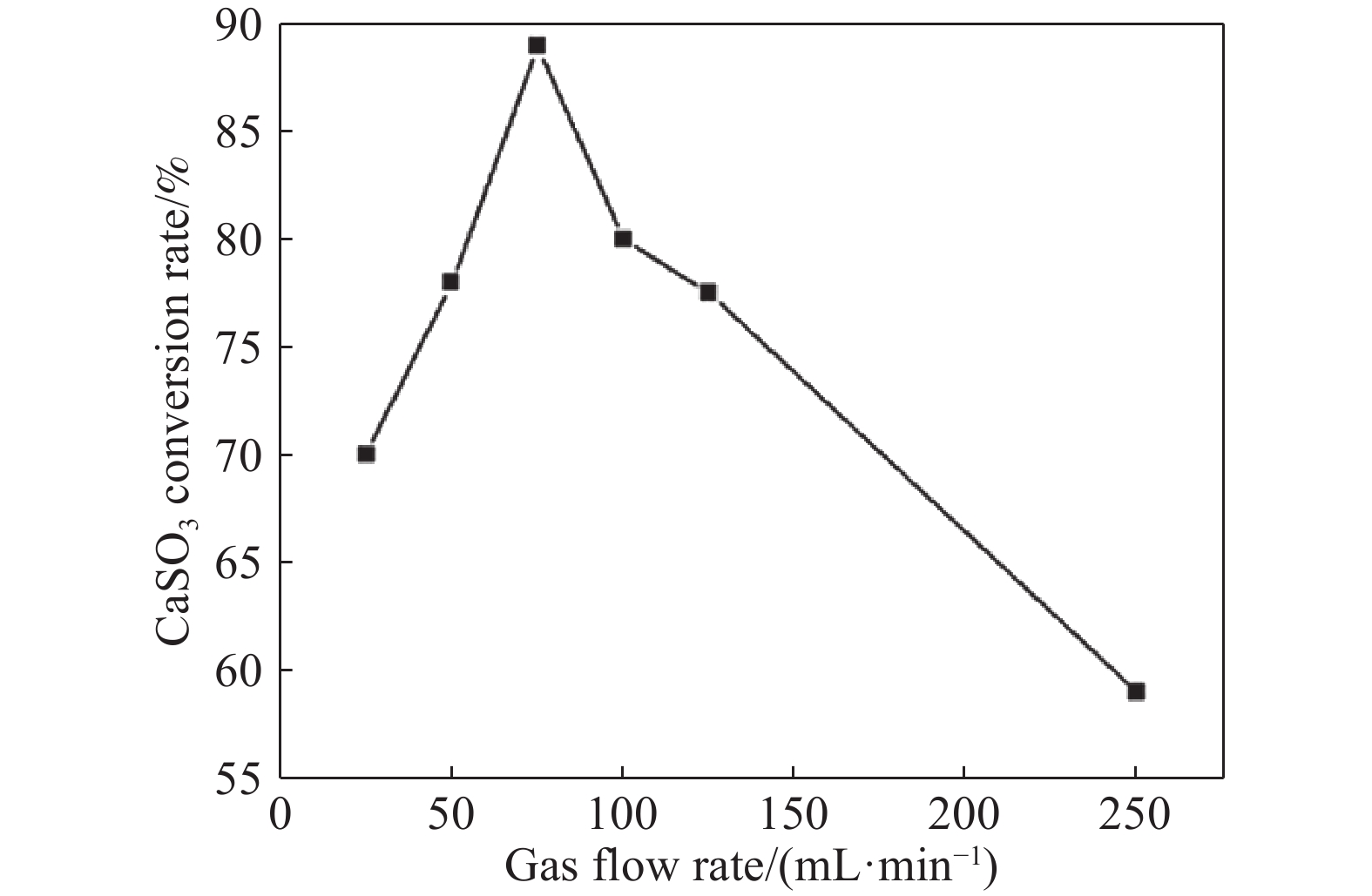
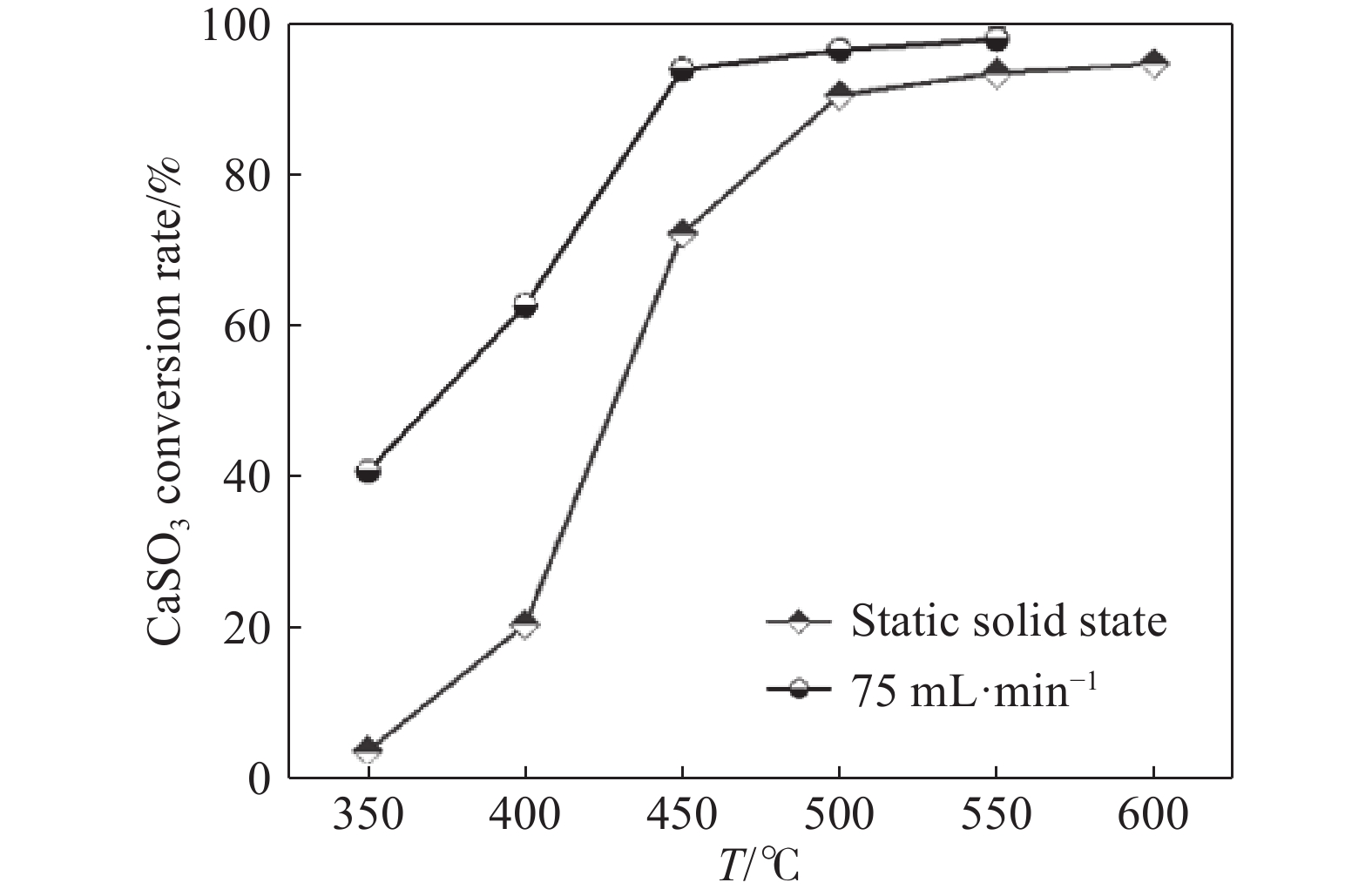
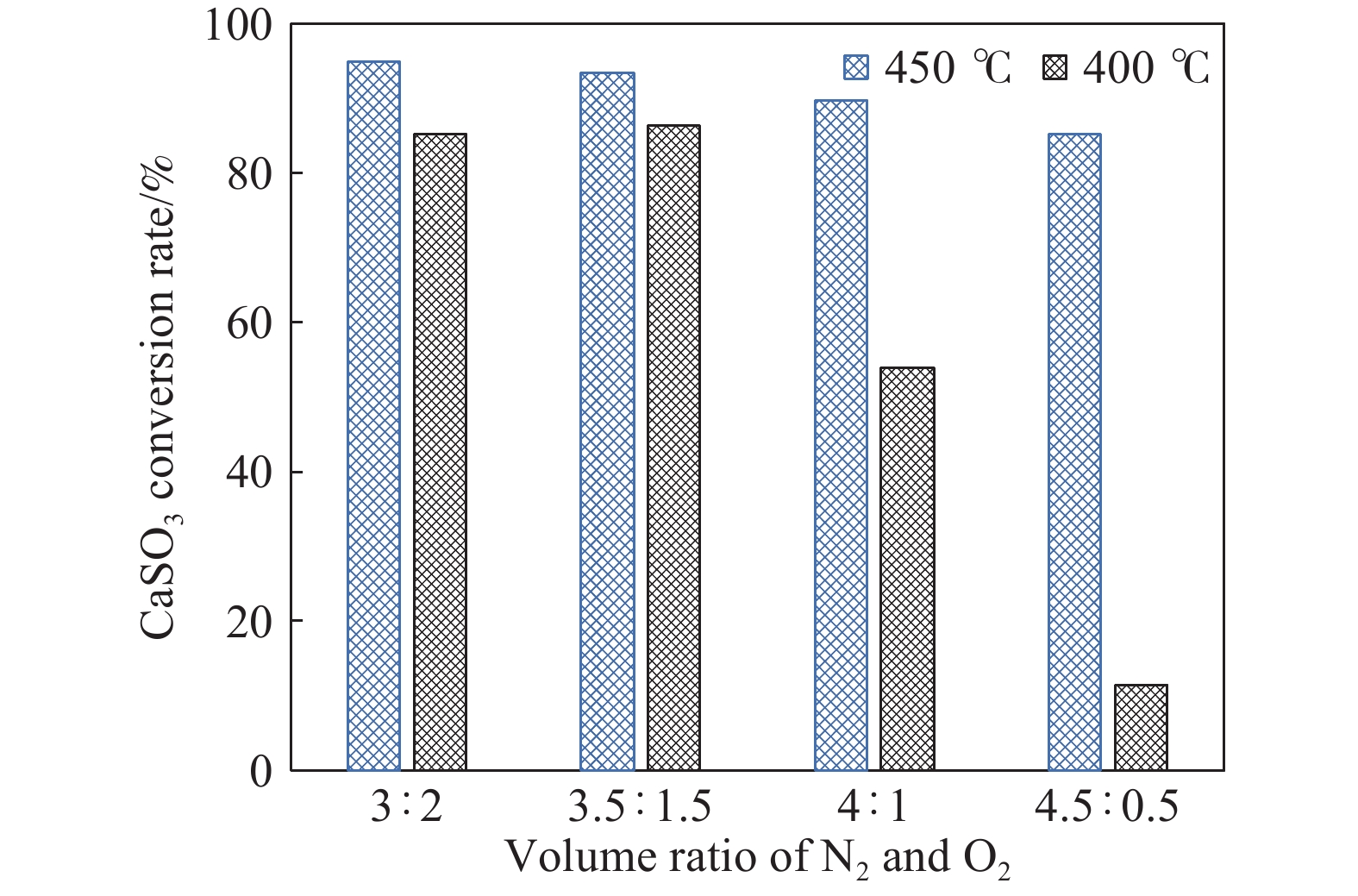
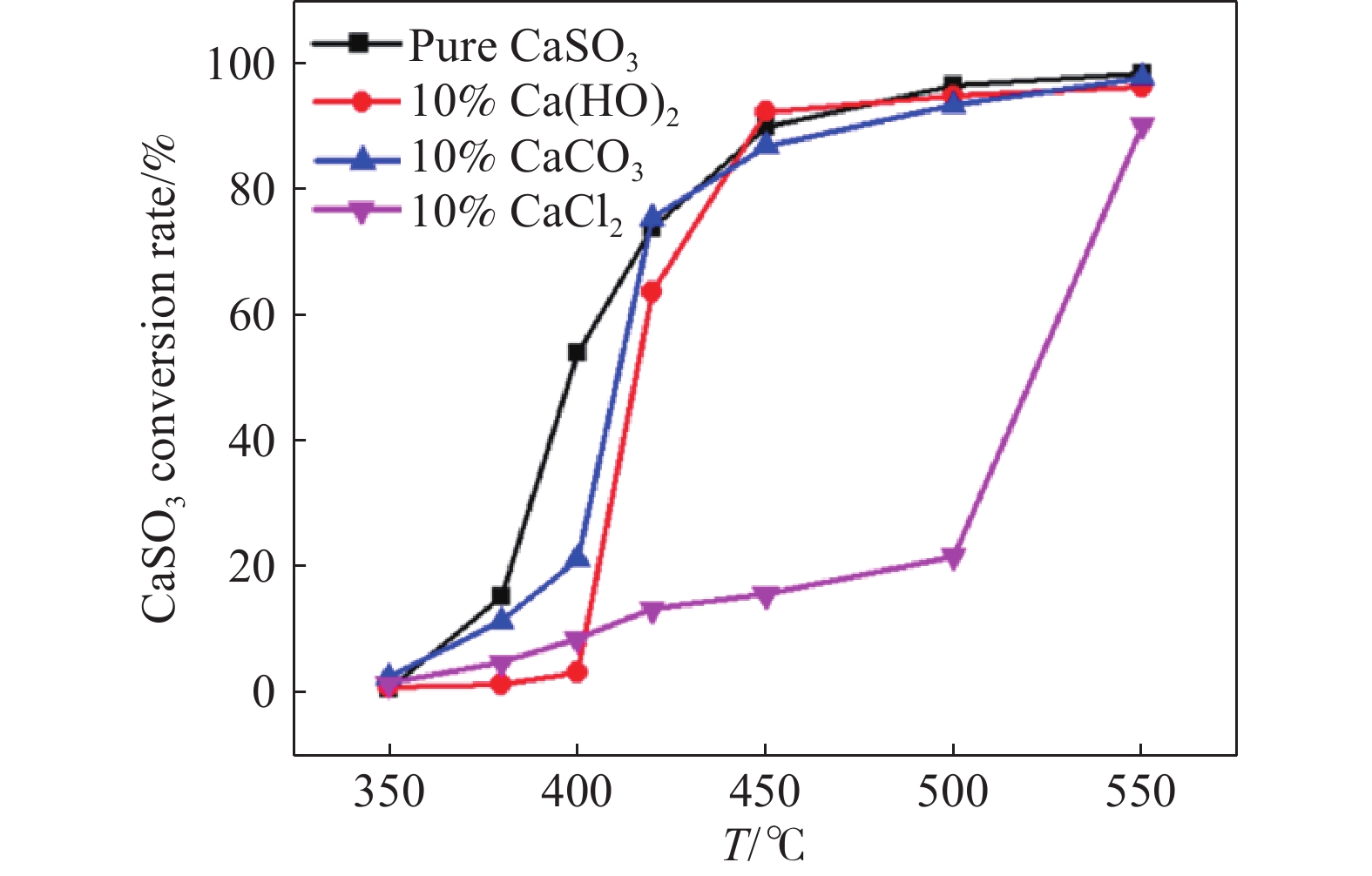
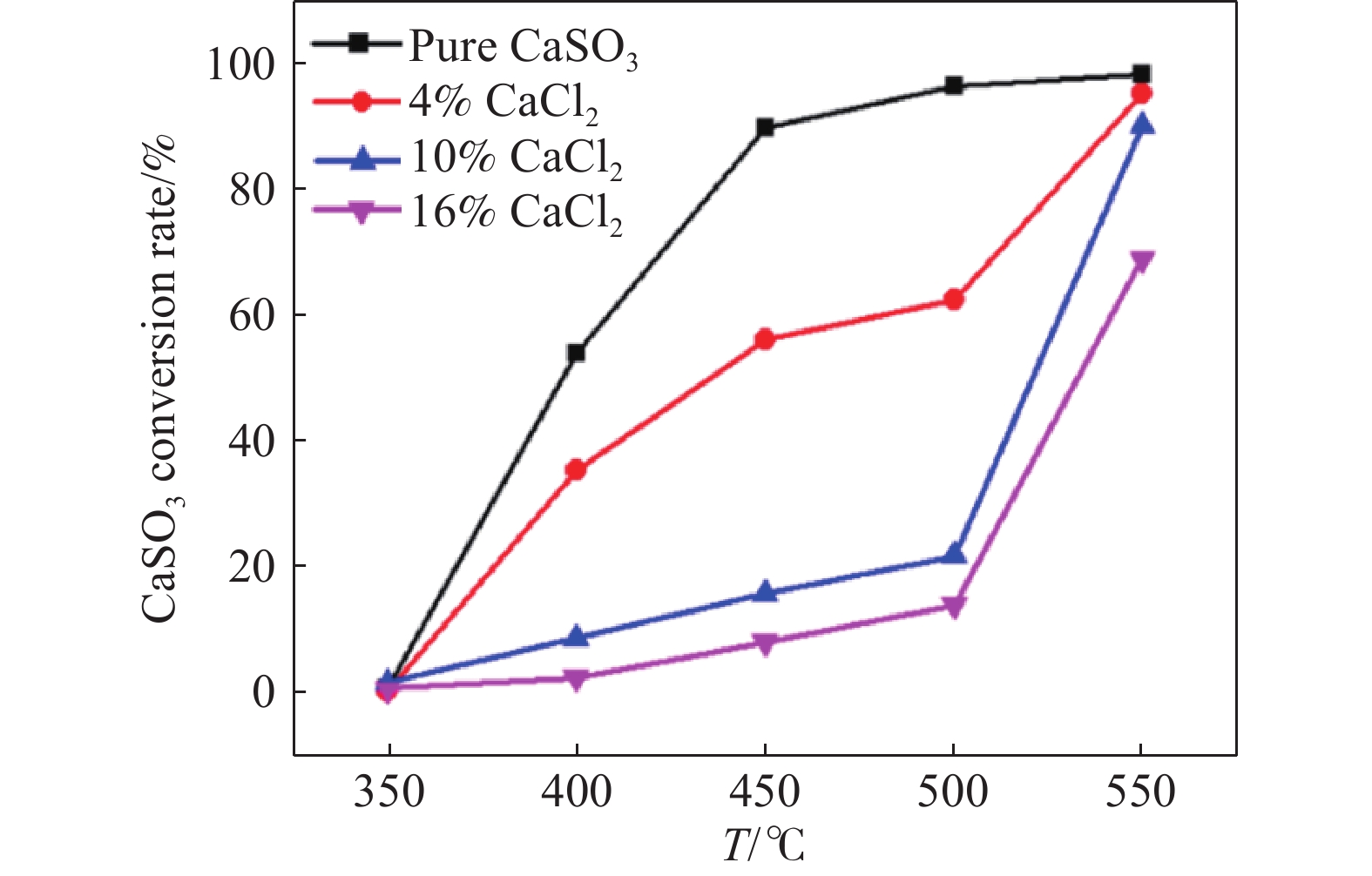
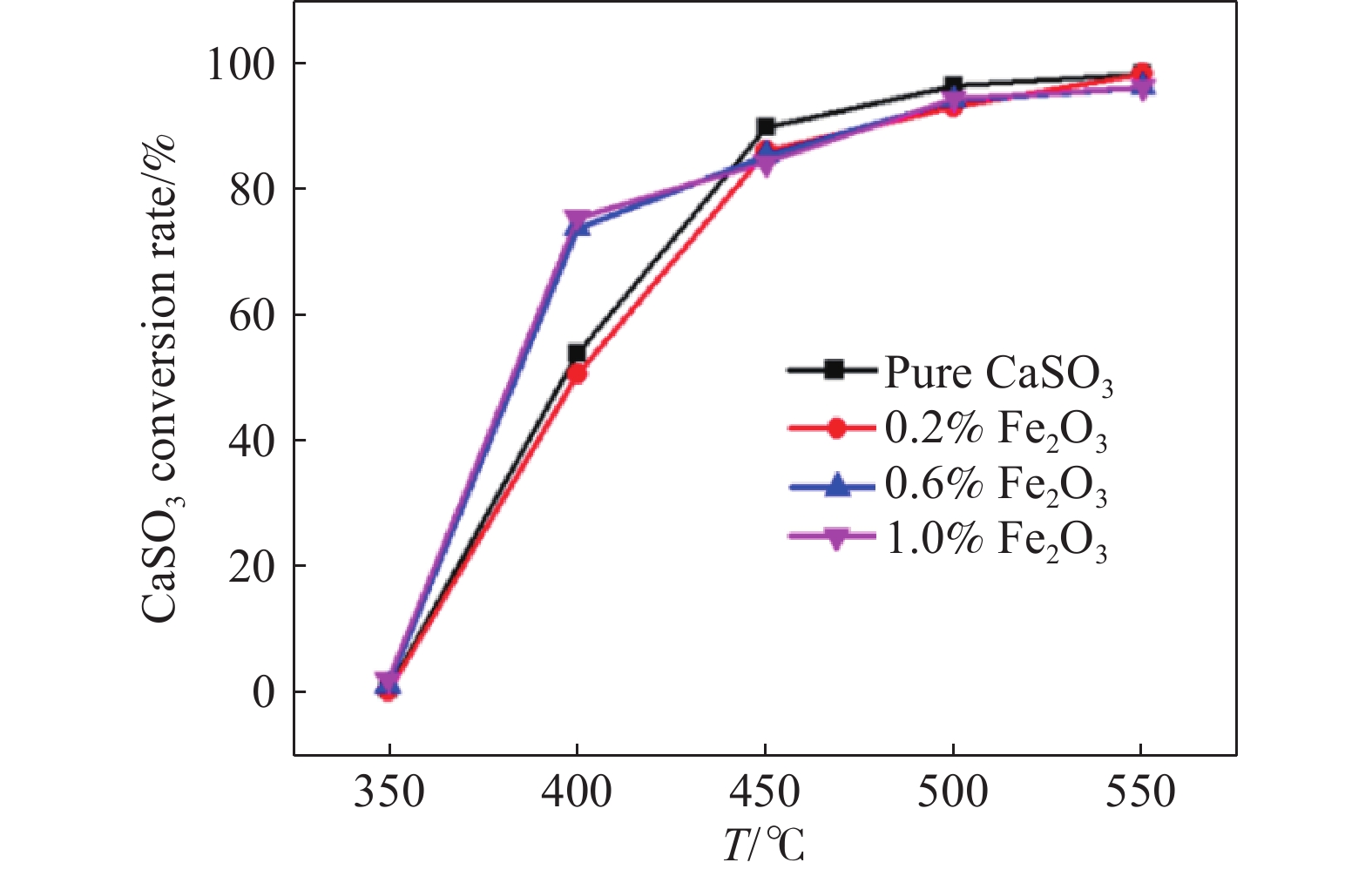
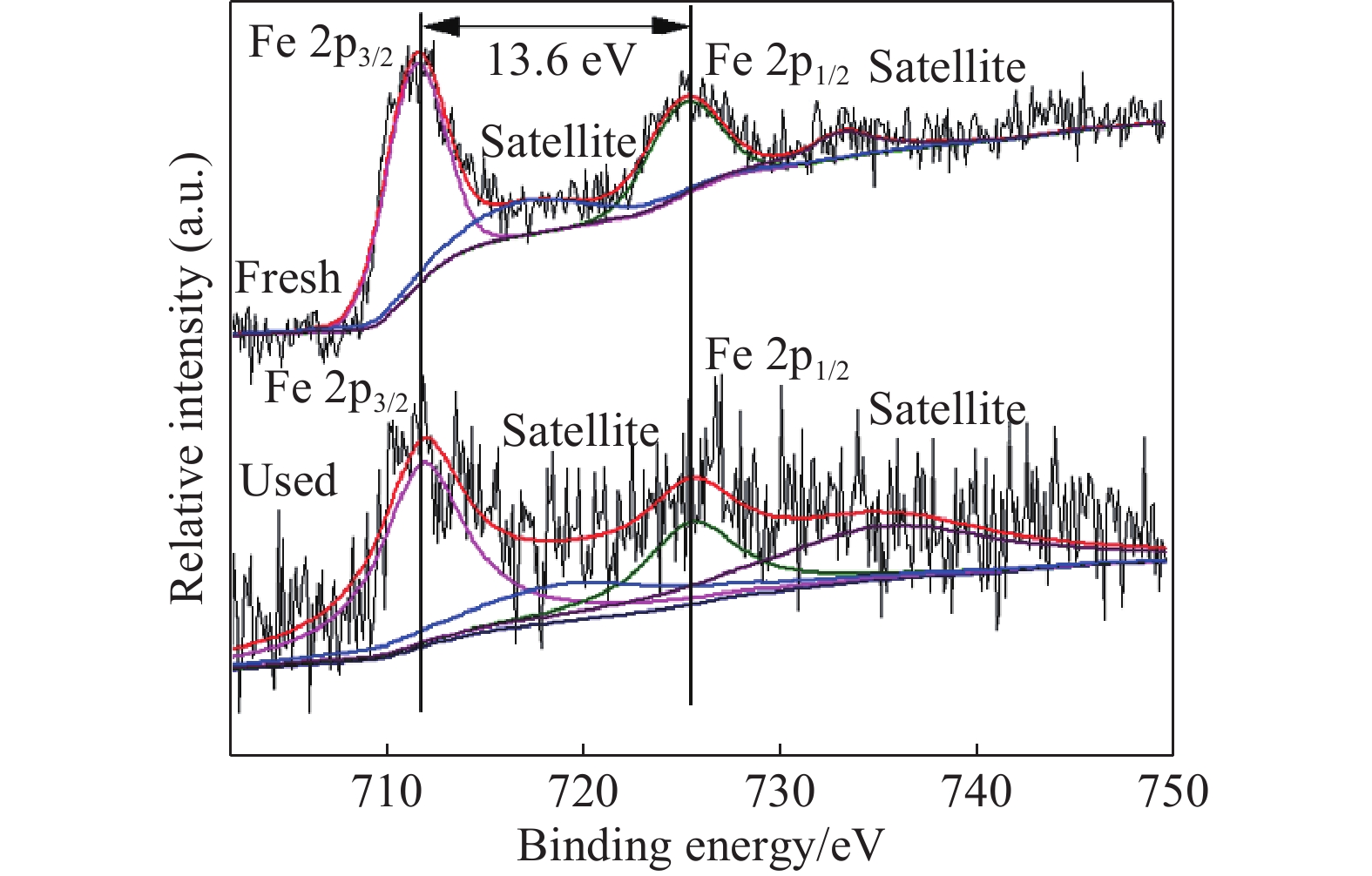
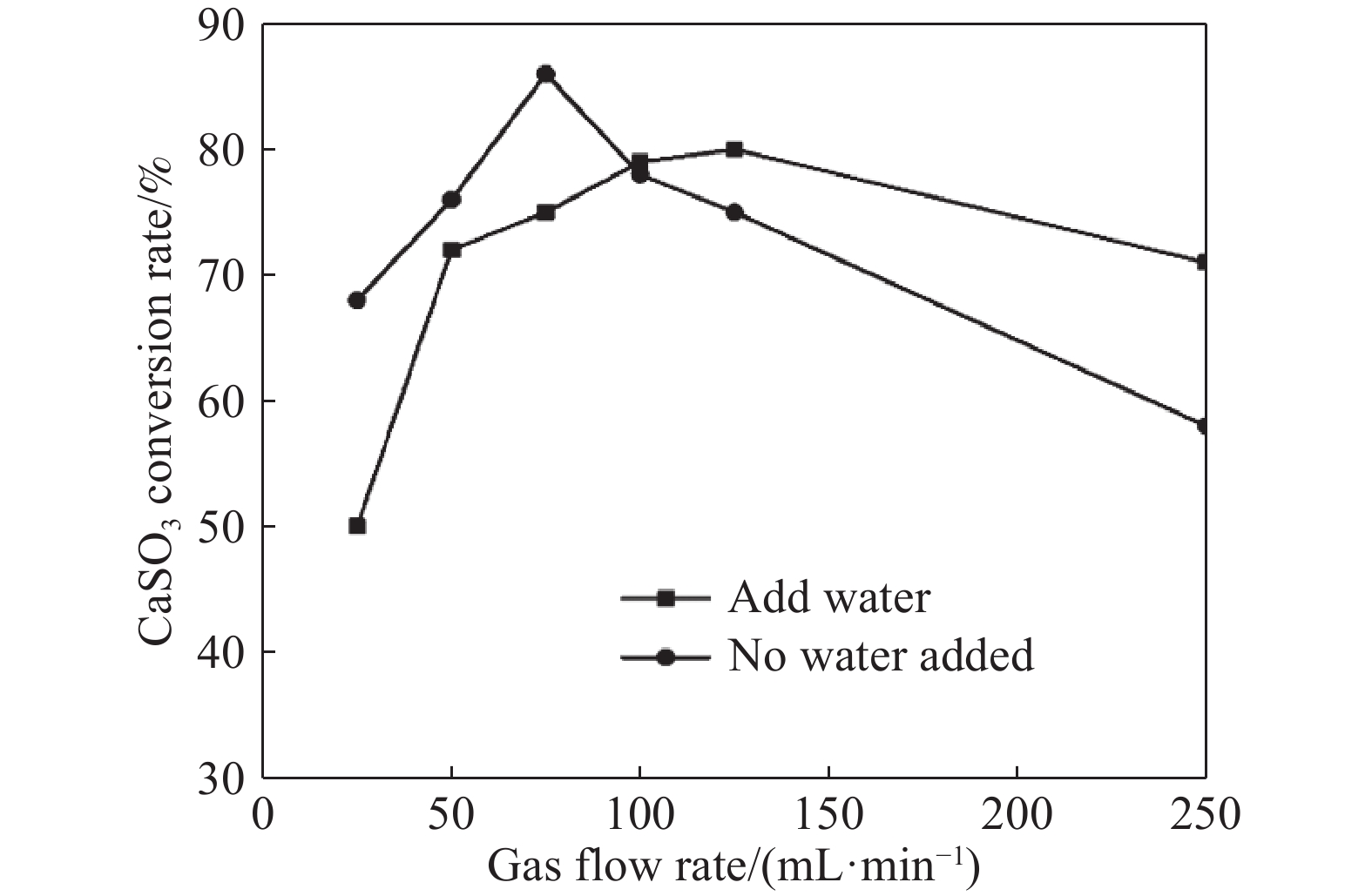
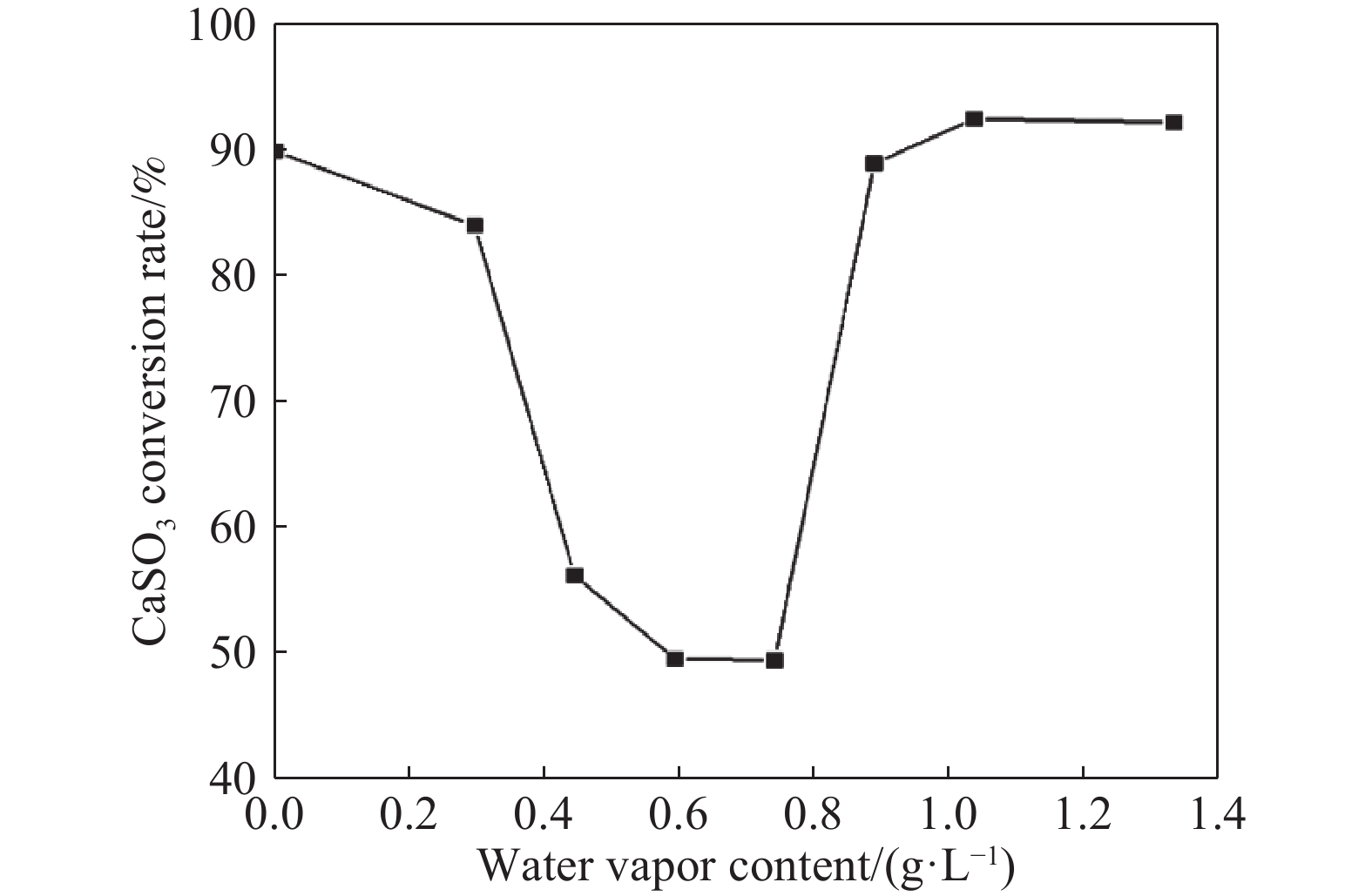
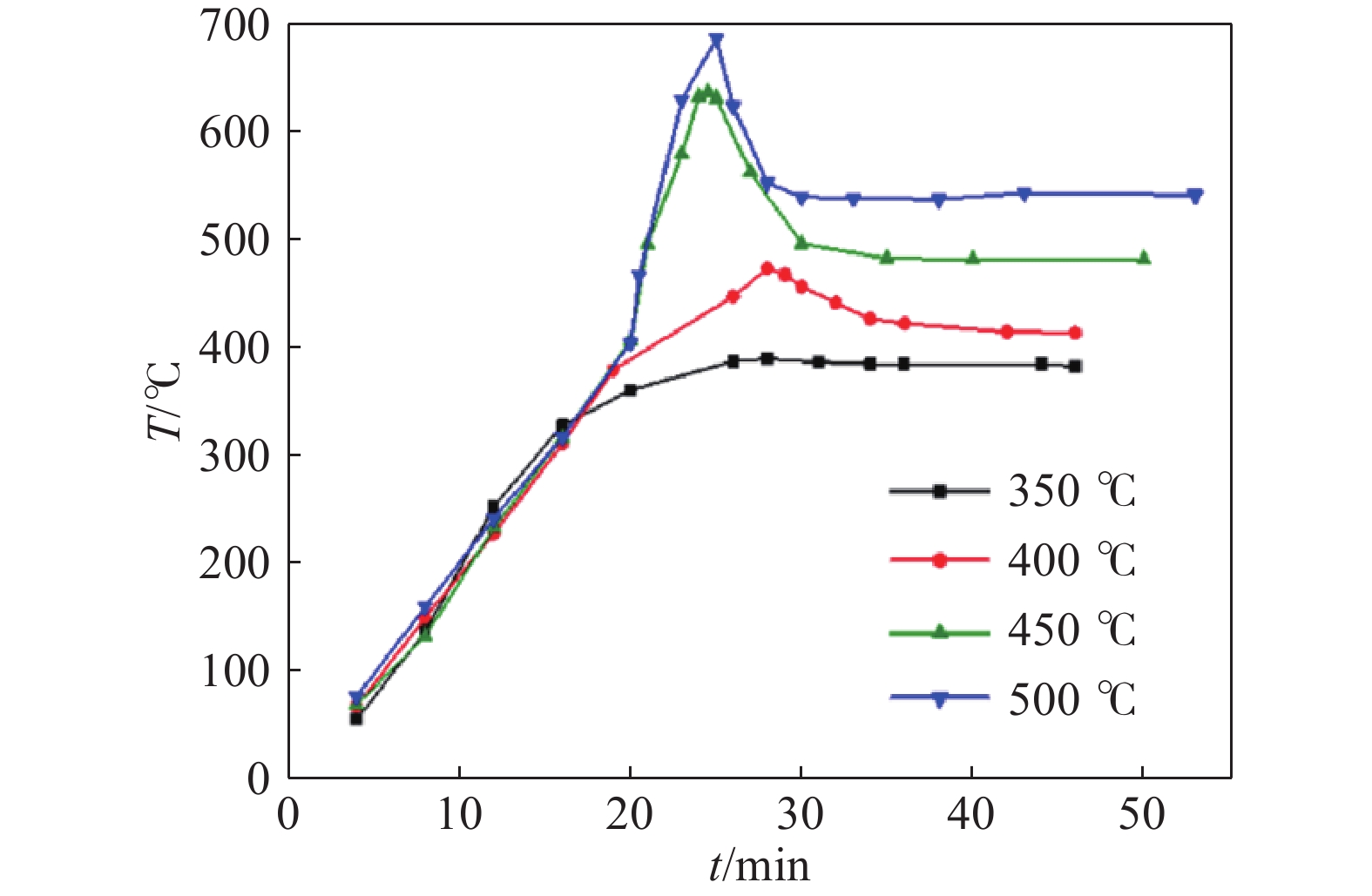
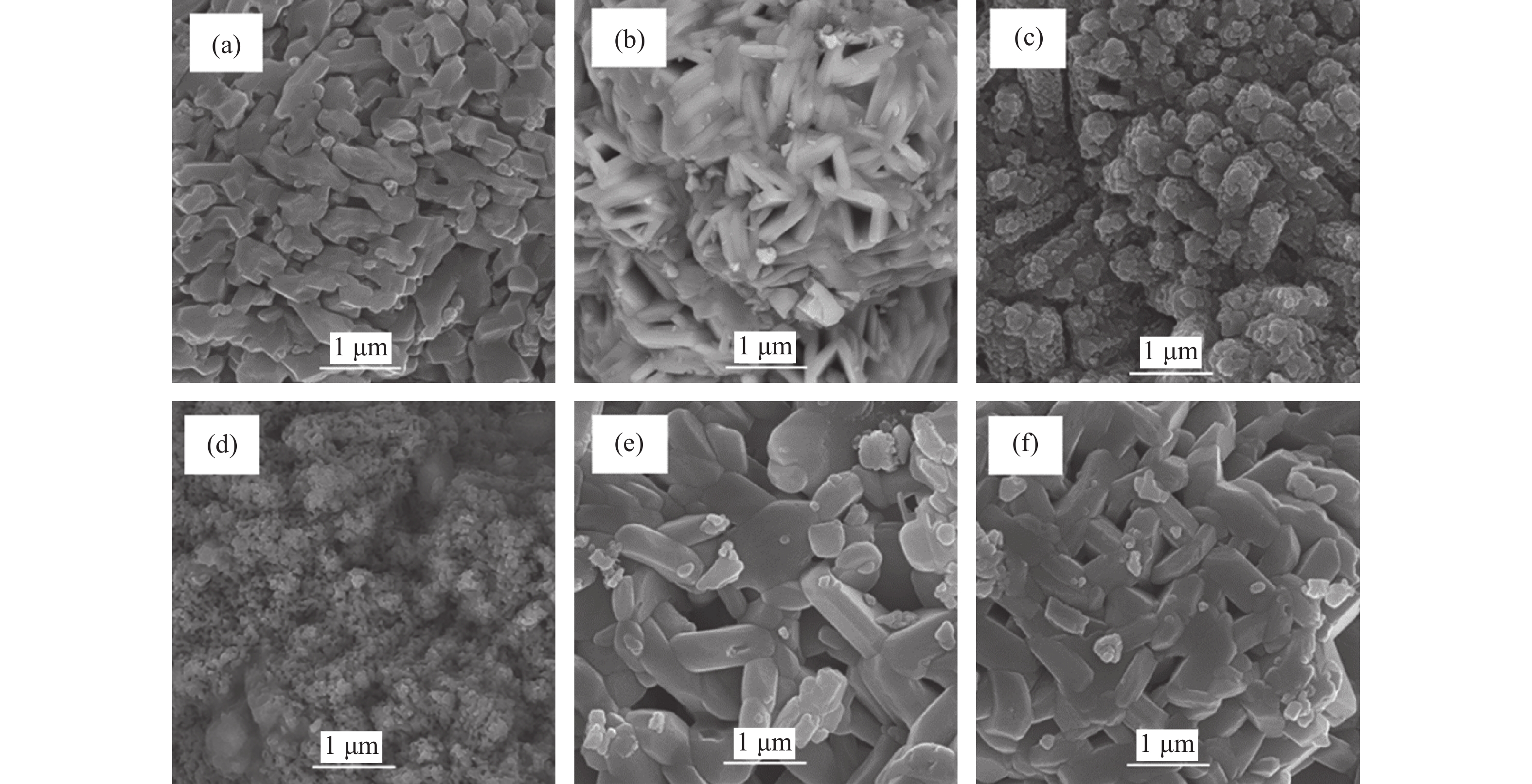
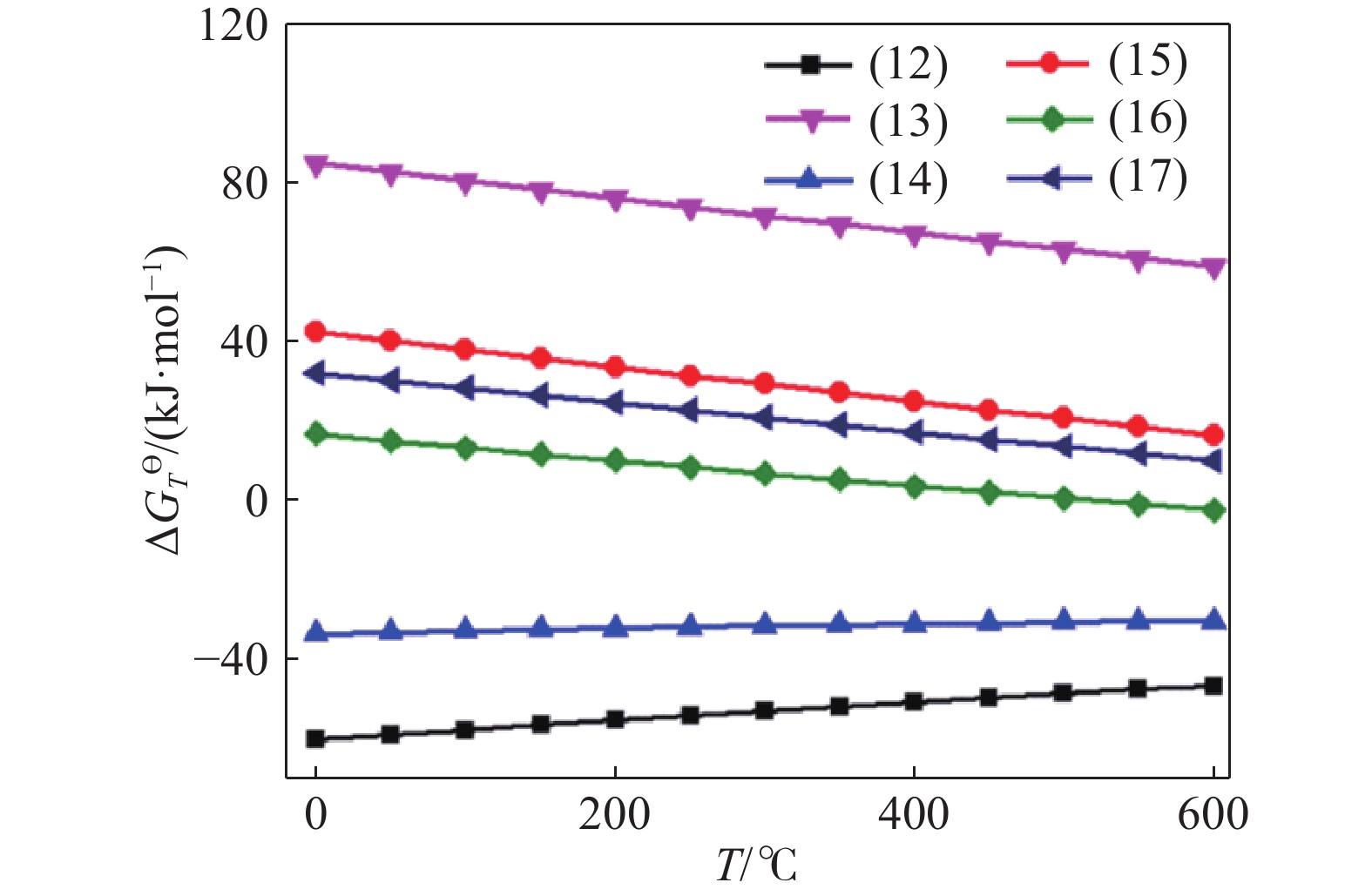
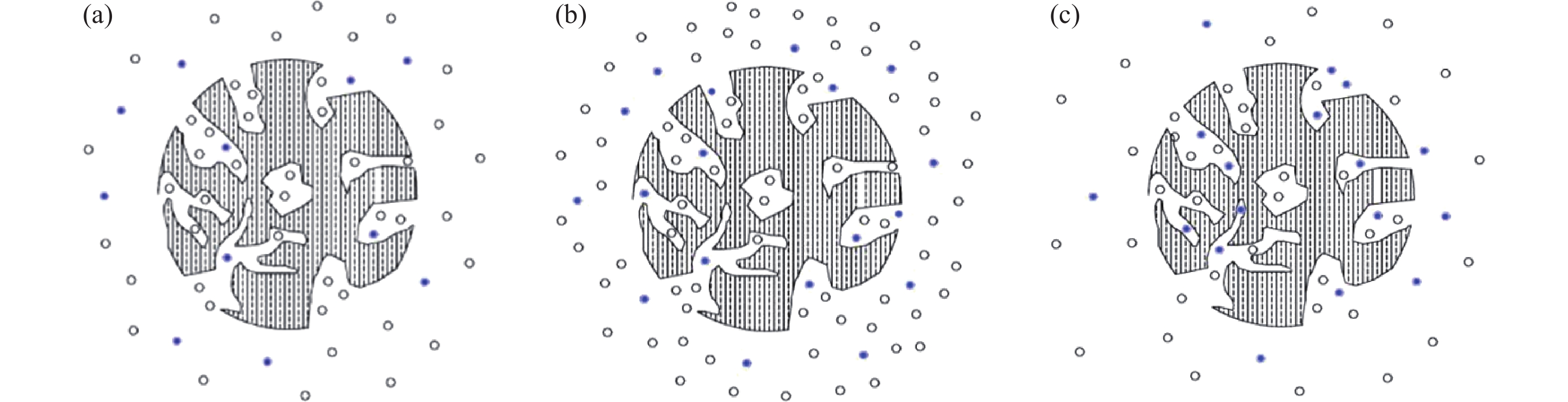
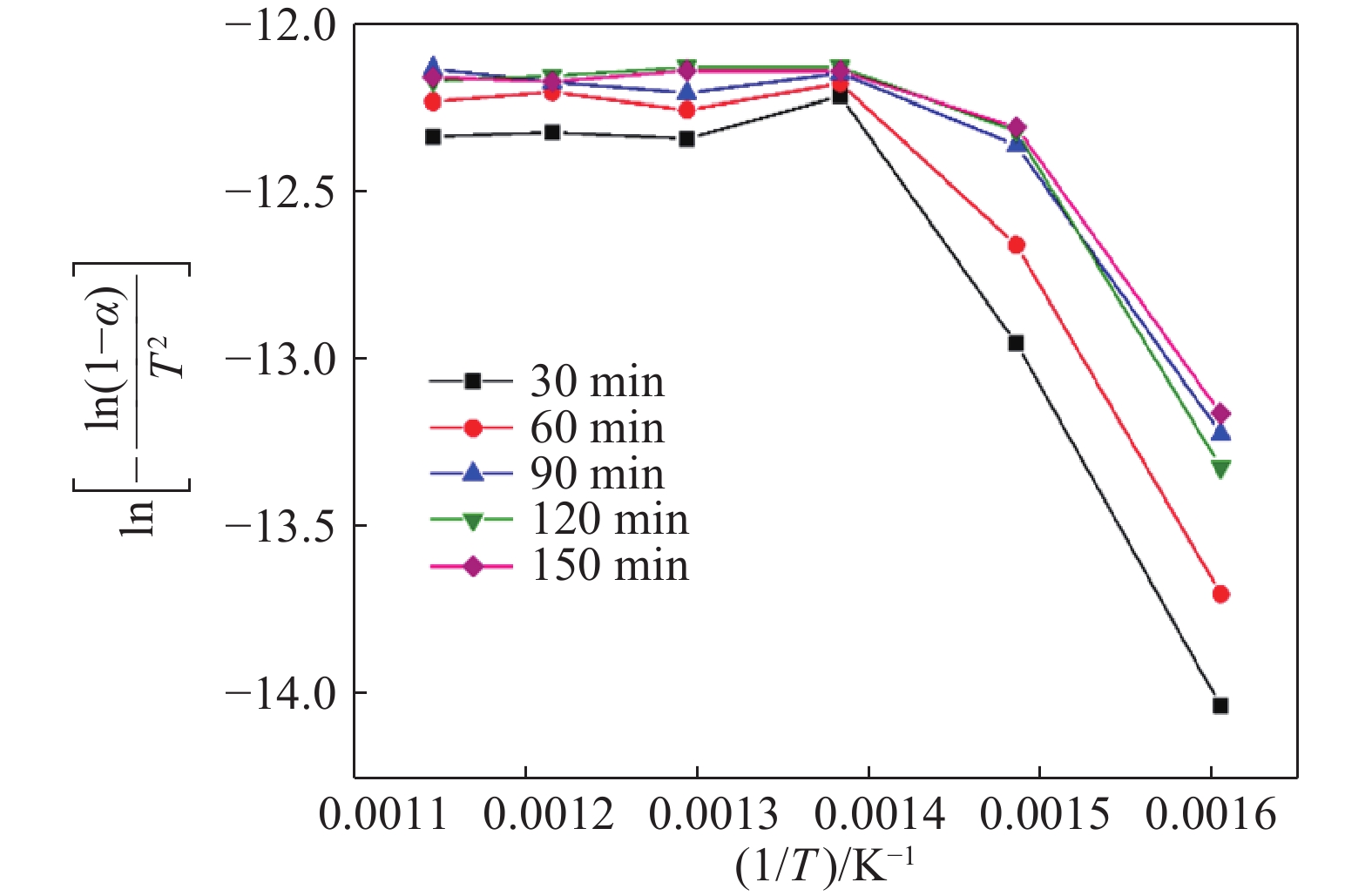
Abstract: Considering the variation in dry heat oxidation of CaSO3 in sintering semidry desulfurization ash under different reaction conditions, the effects of temperature, O2 content and flow rate in gas, calcium compounds, iron oxide (Fe2O3), water vapor content, and flow rate on CaSO3 oxidation were evaluated. It was determined that the reaction adheres to the Arrhenius equation. The oxidation rate of CaSO3 increases from 380 ℃. Moreover, at 450 ℃, the oxidation rate of CaSO3 exceeds 90%, and at 550 ℃, it is completely oxidized (98.2%). Under the condition of 10 ℃·min?1 in the air atmosphere, the gas flow rate of 450 ℃ and 75 mL·min?1 is the optimal process condition for economic dry heat oxidation. Water vapor is present on both sides of the CaSO3 oxidation reaction. Moreover, the oxidation of CaSO3 by calcium oxides was inhibited by inhibiting the generation of $ {\text{O}}_{\text{2}}^{-}\;\text{and }\;{\text{SO}}_{\text{3}}^{-} $ free radicals. The order of the inhibition of CaSO3 oxidation by the three calcium oxides from weak to strong was CaCO3 < Ca(OH) 2 < CaCl 2. The catalytic effect of Fe2O3 on the oxidation of CaSO3 varies with temperature and concentration. When the temperature is less than 450 ℃ and the weight percentage of Fe2O3 is greater than 0.2%, it plays a certain catalytic role in the oxidation reaction. The doping of Fe2O3 accelerates the formation of $ {\text{O}}_{\text{2}}^{-} $ and $ \text{S}{\text{O}}_{\text{3}}^{-} $ free radicals. When the temperature exceeds 450 ℃ and the catalyst concentration is less than 0.2%, the catalyst concentration has no effect on the reaction process, and the temperature takes precedence. The microscopy analysis reveals that with the oxidation of CaSO3 to CaSO4, the morphology shifts from cluster to column. Furthermore, CaCl2 inhibits not only the oxidation reaction but also the crystal form of CaSO4. Fe2O3 aids the formation of CaSO4 crystals. When the temperature exceeds 400 ℃, the internal temperature of desulfurized ash is higher than 500 ℃ for 5 min. Simultaneously, the conversion rate of CaSO3 is greater than 85%, and the pilot test temperature is slower, which lacks this feature. The Gibbs free energy calculation results show that the most likely reaction is the oxidation of CaSO3 and that decomposition of calcium below 600 ℃ is not feasible. The number of active sites in the process of CaSO3 oxidation is proportional to temperature. Thus, when the temperature is between 623 and 723 K, the reaction is a first-order reaction. When the temperature exceeds 723 K, the reaction will be completed quickly in about 5 min, and the reaction order cannot be determined.
Monthly, started in 1955 Supervising institution:Ministry of Education Sponsoring Institution:University of Science and Technology Beijing Editorial office:Editorial Department of Chinese Journal of Engineering Publisher:Science Press Chairperson:Ren-shu Yang Editor-in-Chief:Ai-xiang Wu ISSN 2095-9389CN 2095-9389